
Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
«ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Факультет Автоматики и вычислительной техники
Кафедра Автоматики и компьютерных систем
Специальность «Управление и информатика в технических системах»
Автоматизация вспомогательной котельной установки производства мономеров ООО «Томскнефтехим»
Выпускная квалификационная работа
на соискание квалификации инженер
ФЮРА. 425200. 001 ПЗ
Студент группы З-8120 _________ ________ Соснин В.А.
Руководитель работы _________ ________ Курганов В.В.
Консультанты:
по экономике _________ ________ Видяев И.Г
по безопасности
жизнедеятельности _________ ________ Дашковский А.Г
Допустить к защите,
заведующий кафедрой _________ _________ Цапко Г.П.
Томск
2008 г.
Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
«ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра АИКС
УТВЕРЖДАЮ
Зав. кафедрой Цапко Г.П.
ЗАДАНИЕ
по выпускной квалификационной работе Соснину В.А.
1. Тема работы: Автоматизация вспомогательной котельной установки
производства мономеров ООО «Томскнефтехим»
утверждена приказом по факультету от 11 апреля 2008 года № 35
2. Срок сдачи студентом законченной работы 20.06.2008г.
3. Исходные данные к работе: технологический регламент установки, служебные инструкции, функциональные схемы, инструкции по эксплуатации приборов, нормативно-правовая документация, ГОСТы.
4. Содержание расчетно-пояснительной записки (перечень подлежащих разработке вопросов)
1. Описание технологического процесса
2. Характеристика технологического оборудования
3. Характеристика применяемого сырья
4. Описание технологического процесса и схемы
5. Обоснование выбора регулируемых величин
6. Обоснование выбора контролируемых величин
7. Обоснование выбора средств автоматизации
8. Эксплуатация средств автоматизации
9. Сигнализация и блокировка
10. Экономический расчет, требования БЖД
5. Перечень графического материала
1. План-схема производства Мономеров
2. Технологическая схема котельной
3. Участок подачи топливного газа
4. Участок подачи воздуха в топку
5. Топочная камера котельной установки
6. Сар уровня в барабане котла
7. Датчики расхода и давления Метран-100
8. Волноводный уровнемер Rosemount серии 3300
9. Блок преобразования сигналов, искрозащиты и питания БПС-90
10. Электронный регулятор РС29
11. Регистраторы РМТ69
12. Диафрагма камерная ДКС
13. Электропневматический позиционер Simens SIPART PS2
14. Экономическая часть
15. Вывод
6. Консультанты по работе (с указанием относящихся к ним разделов работы):
Курганов В.В. – основная часть (автоматизация)
Видяев И.Г – экономические расчеты
Дашковский А.Г – охрана безопасности жизнедеятельности
7. Дата выдачи задания 01.03.2008г.
Руководитель________________________
Задание принял к исполнению__________
____________________________________
Рецензия
на выпускную квалификационную работу Соснина В.А.
«Автоматизация котельной установки производства мономеров»
Выпускная квалификационная работа Соснина В.А «Автоматизация котельной установки производства мономеров ООО «Томскнефтехим»», выполнена на 81 листе пояснительной записки и 16 демонстрационных листах и полностью соответствуют теме.
В данной работе, дипломник рассмотрел вопрос, который на самом деле является актуальным для производства мономеров. Данная тема широко обсуждается высшим руководством, но вопрос всегда упирается в финансирование. Для выявления наиболее важных участков котельной дипломник преднамеренно упростил схему, оставив самые важные части.
В начале работы Соснин В.А. описал технологию работы котельной установки и характеристику применяемого сырья.
На основе проведенного анализа производится выбор основных величин, которые подлежат регулированию и контролю. Перечень данных величин соответствует регламенту предприятия, тут ничего нового дипломник не внес.
Используя имеющиеся тех.литературу, номенклатуру выпускаемых тех.средств опытом отечественным и зарубежным, Соснин В.А. обосновывает выбор средств автоматизации. Судя по работе, дипломником проведена работа по изучению рынка приборов автоматизации и сделан вполне осознанный выбор в пользу регуляторов РС29. Причины на это веские: данные приборы уже эксплуатируются на нашем предприятии, поэтому есть достаточный опыт и некоторый запас деталей. Цена приборов достаточно низкая, и надежность приборов соответствует мировым стандартам. В этой же части приведены расчеты измерительных устройств.
В заключительной части дипломного проекта рассмотрены вопросы технико-экономического обоснования ВКР и безопасности жизнедеятельности.
Недостатки
1. Отсутствуют электрические схемы соединений, вообще этому вопросу уделено мало внимания.
2. Экономическому вопросу уделено мало внимания, суммы округленны очень грубо.
3. Волновой уровнемер – новое устройство для нас, опыта не имеется.
На мой взгляд, принимая в расчет ошибки, недочеты и неточности данная работа заслуживает оценки «отлично», а Соснин В.А присвоения квалификации инженер по специальности 220201 - «Управление и информатика в технических системах».
Доклад
Здравствуйте, уважаемые члены комиссии!
Позвольте представить на ваше рассмотрение дипломный проект на тему «Автоматизация котельной установки производства мономеров». Данная установка является одной из самых важных частей нашего завода. Сам котел производства японской фирмы Hitachi, год выпуска 1985. Производительность составляет 200 т/ч перегретого пара давлением 110 кг. Также в котельной установлен турбогенератор, мощностью 17 Мегаватт. Расположение котельной вы можете видеть на изображение (Рис 1). Технология производства пара следующая: (рис 2)
Для поддержания процесса горения в топку поступает газ и воздух.
Газ поступает уже подогретый до 80 градусов - для оптимизации процесса горения. В топке газ распространяется через 4 газовые горелки. Температура в печи около 8000 градусов.
Воздух засасывается вентилятором и подогревается до температуры 250 градусов за счет тепла уходящих дымовых газов в регенеративном воздухоподогревателе. Выход продуктов горения в атмосферу происходит через вытяжную трубу.
Деминерализованная вода поступает в диаэратор, в котором происходит удаление кислорода и углекислого газа для предотвращения коррозии металлических конструкций, а так же предварительный подогрев воды. После него питательная вода, насосом нагнетается в котел, в котором она превращается в пар температурой 540 градусов и давлением 11 МПа. Часть пара идет в котел барабана, который предназначен для нагрева питательной воды до температуры кипения. При этом образуется пароводяная смесь, удельный вес которой значительно ниже поступающей котловой воды. В результате чего происходит естественная циркуляция воды в котле и образование пара.
На технологической схеме можно выделить четыре основных узла. Давайте посмотрим на эти участки поближе. Это:
1. (Рис 3)Система автоматического регулирования расхода топливного газа. Природный газ поступает в котельную в количестве 2000-16000 м3/ч. Расход газа зависит от давления пара на выходе. Если давление превышает допустимую норму (110 кг), клапан прикрывается, температура в топке понижается, давление пара приходит в норму. Для аварийного закрытия доступа газа предусмотрены отсекатели.
2. (Рис 4)САР расхода и давления воздуха в топку. Для контроля данных параметров установлены датчики расхода и давления. Если давление превышает норму (7 кг) регулятор подает сигнал сервоприводу дутьевого вентилятора который меняет положение лопаток, напор воздуха меняется.
3. (Рис 5)САР температуры в топке. Данный параметр регулируется расходом воздуха и газа, сохраняя пропорции для оптимального горения. При превышении температуры в топке (свыше 8000 градусов) прикрывается клапан подачи газа к топке, а так же меняется напор воздуха положением лопастей.
4. (Рис 6)САР уровня в барабане котла. Барабан котла предназначен для нагрева питательной воды до температуры кипения. При этом образуется пароводяная смесь, удельный вес которой значительно ниже поступающей котловой воды. В результате чего происходит естественная циркуляция воды в котле и образование пара. Уровень в барабане должен быть около 50 %. При повышении или понижении вырабатывается управляющее воздействие на клапан, регулирующий подачу питательной воды в котел.
Показания по этим узлам необходимо тщательно контролировать. В данный момент для контроля и регулирования используется устаревшее оборудования производства 80-х, 90-х годов. После изучения рынка измерительной и регулирующей техники были выбраны следующие приборы:
1. (Рис 7)Метран-100. Челябинского производства. На основе измерительной части этого прибора существует множество модификаций: избыточного давления, абсолютного давления, разрежения, давления-разрежения, разности давлений, гидростатического давления. Имеет цифровое табло на корпусе. Этот датчик достаточно известен.
2. (Рис 8)Волноводные уровнемеры Rosemount серии 3300 компании Emerson. Принцип действия волнового уровнемера основан на вырабатывании микроволновых радиоимпульсов малой мощности которые направляются вниз по зонду, погруженному в технологическую среду. При достижении импульсом измеряемой среды происходит отражение микроволнового сигнала. Временной интервал равен расстоянию до уровня контролируемой среды. Аналогичным образом измеряется расстояние между датчиком и границей раздела двух жидких сред с различными коэффициентами диэлектрической проницаемости.
3. (Рис 9)БПС-90 предназначены для питания вышеописанных датчиков по двухпроводной линии связи, несущей одновременно информацию об измеряемом параметре в виде сигнала постоянного тока. Для вывода информации предусмотрено цифровое табло. Имеется сигнализация ухода значения выходного сигнала за минимальный и максимальный уровни.
4. (Рис 10)Регуляторы РС29 предназначены для управления исполнительными механизмами. Имеется несколько исполнений как с цифровым табло, так и со стрелочным. В данной работе рассмотрены несколько модификаций, предназначенных как для работы с датчиками температуры, так и с унифицированными сигналами (4-20мА, 0-5мА, 0-20мА).
5. (Рис 11)РМТ 69 предназначены для измерения, регистрации и контроля температуры и других неэлектрических величин (частоты, давления, расхода, уровня и прочих), преобразованных в электрические сигналы силы, напряжения постоянного тока и активное сопротивление постоянного тока. На цветном мониторе отображаются результаты измерения и состояние дискретных входов в виде графика, гистограмм или таблицы. Прибор сохраняет в энергонезависимой памяти результаты измерений, состояние реле, состояние дискретных входов. Объем памяти 64 мБ. Прибор имеет 6 каналов и по 2 сигнализационные уставки на каждый канал. Есть 16 релейных выходов.
6. (Рис 12)Диафрагма ДКС. Устанавливаются на трубопроводе и предназначены для создания разницы давлений до и после диафрагмы. Работают в паре с датчиками расхода. Так как на котельной установке уже были установленны датчики, и мы всего лишь их заменяем, то большой потребности в диафрагмах нет. Их можно установить лишь для более точных измерений.
7. (Рис 13)Электропневматический позиционер SiemensSIPARTPS2 используется для управления регулирующими клапанами. Прибор устанавливает регулирующий орган в положение, соответствующее электрическому входному управляющему сигналу. Дополнительные функциональные входы могут быть использованы для блокировки клапана или для установки в безопасное положение. Данный позиционер отличается от полностью пневматических временем регулирования и надежностью. Это две важные составляющие успешного регулирования процессом.
(Рис 14) На слайде 14 изображена структурная схема соединения приборов. Сигнал по двухпроводной схеме идее от метрана к БПС90, который по этим же проводам питает датчик. Далее сигнал поступает в регулятор РС29, который сравнивает входящее значение, и величину уставки. В случае разницы между этими величинами появляется сигнал, который идет на позиционер.
Так же сигнал с БПС идет на регистратор РМТ69. При замыкании контактов сигнал идет в схему сигнализации или блокировки.
Замена старых приборов на новые повысит надежность всей установки в целом. В связи с более точным регулированием процесса будет существенная экономия газа и оптимизация выработки пара. В связи с тем, что на модернизацию требуется огромное количество финансовых средств, было проведено технико-экономическое обоснование.
(Рис 13)Всего на закупку оборудования, включая кабеля, шлейфы, инструменты и т.д. ушло 1427000 рублей. На зар.плату понадобится 351000 рублей. В эти сумму войдут материальное поощрение.
(Рис 14)В заключении хотелось бы сказать, что данная работа позволила мне посмотреть на этот участок изнутри. Цель дипломной работы достигнута. Спасибо за внимание.
Содержание
Введение. 13
1. Описание технологического процесса . 18
2.Характеристика технологического оборудования. 21
3.Характеристика применяемого сырья, материалов и полупродуктов. 22
4. Описание технологического процесса и схемы.. 23
Подача и обработка деменирализованной воды.. 23
Система подачи питательной воды.. 24
Система выработки перегретого пара высокого давления (пар. 25
П110) 25
5. Обоснование выбора каналов внесения регулирующих воздействий. 33
6. Обоснование выбора контролируемых и сигнализируемых величин. 35
7. Обоснование выбора средств автоматизации. 39
9. Расчеты автоматических устройств. 48
10. Эксплуатация средств автоматизации. 61
11. Экономический расчет. 65
12. Безопасность и экологичность работы.. 87
Заключение. 95
Conclusion. 96
Литература. 97
Реферат
Дипломный проект на тему «Автоматизация котельной установки производства мономеров» состоит из 81 страницы. В ней содержится 2 рисунка, 8 таблиц и приложение. Для составления этой работы было использовано 20 источников литературы, включая рабочие инструкции, учебно-методические пособия и нормативно-правовую литературу.
В данном проекте была рассмотрена автоматизация одного из наиболее важных участков в работе завода по производству мономеров – этилена и пропилена. Из-за морально и физически устаревшего оборудования высока вероятность выхода из строя, как отдельных участков котельной установки, так и всей установки в целом, что грозит полной остановкой завода.
Целью выпускной работы является модернизация оборудования котельной, путем замены отдельных приборов и управляющих устройств на более современные. Для этого требовалось изучить рынок предложений как отечественных, так и импортных средств автоматизации.
Был проведен экономический расчет работ по модернизации котельной установки. Так же имеется часть по технике безопасности и охраны окружающей среды.
Внедрение данной дипломной работы возможно с доработкой ведущими специалистами ООО «Томскнефтехим» и более четкой проработкой деталей.
Особенностью данной работы в том, что участок, который я обслуживаю по роду своей деятельности, находится рядом и наше оборудование часто пересекается. Именно эту тему я выбрал, потому что мне интересно узнать работу этой установки. Свой интерес я полностью удовлетворил.
Введение
Общие сведения о предприятии «Томскнефтехим»
ООО «Томскнефтехим» - один из крупнейших производителей полимеров, карбамидоформальдегидных смол, формалина. Предприятие входит в состав ООО "СИБУР"
В 2004 году Томский нефтехимический комплекс отметил свое 30-летие, и в этом же году его производства были объединены в единый технологический и экономический комплекс под эгидой ОАО «Газпром».
Генеральным директором ООО «Томскнефтехим» является Аркадий Мамиконович Егизарьян.
В состав предприятия ООО «Томскнефтехим» входят:
· производство формалина и карбамидных смол;
· производство этилена, пропилена (пр-во мономеров);
· производство полипропилена и композиций на его основе;
· производство полиэтилена высокого давления и композиций на его основе;
Производство Мономеров
Годовая проектная производительность технологической установки – 300 тысяч тонн этилена и 150 тысяч тонн пропилена. Первый товарный пропилен был получен на Томском нефтехимическом комплексе 19 декабря 1993 года, товарный этилен – 24 декабря 1993 года. В настоящее время Производство мономеров полностью обеспечивает сырьем полимерные производства ООО «Томскнефтехим». Попутные продукты производства: бутилен-бутадиеновая фракция (ББФ) для производства синтетического каучука, фракция жидких продуктов пиролиза для производства ароматических углеводов (бензол), тяжёлая смола пиролиза для выпуска техуглеродов.
Коллектив производства-574 человека.
Начальника производства - Николай Николаевич Кузнецов
Сегодня ЭП-300 выпускает в сутки примерно 650 тонн этилена и 370 - полипропилена. Это узловое производство в нефтехимии, именно с него начинается производство упаковочных пластмасс и синтетического каучука.
Теоретическая часть
Автоматизация - это применение комплекса средств, позволяющих осуществлять производственные процессы без непосредственного участия человека, но под его контролем. Автоматизация производственных процессов приводит к увеличению выпуска, снижению себестоимости и улучшению качества продукции, уменьшает численность обслуживающего персонала, повышает надежность и долговечность машин, дает экономию материалов, улучшает условия труда и техники безопасности.
Автоматизация освобождает человека от необходимости непосредственного управления механизмами. В автоматизированном процессе производства роль человека сводится к наладке, регулировке, обслуживании средств автоматизации и наблюдению за их действием. Если автоматизация облегчает физический труд человека, то автоматизация имеет цель облегчить так же и умственный труд. Эксплуатация средств автоматизации требует от обслуживающего персонала высокой техники квалификации.
По уровню автоматизации теплоэнергетика занимает одно из ведущих мест среди других отраслей промышленности. Теплоэнергетические установки характеризуются непрерывностью протекающих в них процессов. При этом выработка тепловой и электрической энергии в любой момент времени должна соответствовать потреблению (нагрузке). Почти все операции на теплоэнергетических установках механизированы, а переходные процессы в них развиваются сравнительно быстро. Этим объясняется высокое развитие автоматизации в тепловой энергетике.
Автоматизация параметров дает значительные преимущества:
1) обеспечивает уменьшение численности рабочего персонала, т.е. повышение производительности его труда,
2) приводит к изменению характера труда обслуживающего персонала,
3) увеличивает точность поддержания параметров вырабатываемого пара,
4) повышает безопасность труда и надежность работы оборудования,
5) увеличивает экономичность работы парогенератора.
Автоматизация парогенераторов включает в себя автоматическое регулирование, дистанционное управление, технологическую защиту, теплотехнический контроль, технологические блокировки и сигнализацию.
Автоматическое регулирование обеспечивает ход непрерывно протекающих процессов в парогенераторе (питание водой, горение, перегрев пара и др.)
Дистанционное управление позволяет дежурному персоналу пускать и останавливать парогенераторную установку, а так же переключать и регулировать ее механизмы на расстоянии, с пульта, где сосредоточены устройства управления.
Теплотехнический контроль за работой парогенератора и оборудования осуществляется с помощью показывающих и самопишущих приборов, действующих автоматически. Приборы ведут непрерывный контроль процессов, протекающих в парогенераторной установке, или же подключаются к объекту измерения обслуживающим персоналом или информационно-вычислительной машиной. Приборы теплотехнического контроля размещают на панелях, щитах управления по возможности удобно для наблюдения и обслуживания.
Технологические блокировки выполняют в заданной последовательности ряд операций при пусках и остановках механизмов парогенераторной установки, а так же в случаях срабатывания технологической защиты. Блокировки исключают неправильные операции при обслуживании парогенераторной установки, обеспечивают отключение в необходимой последовательности оборудования при возникновении аварии.
Устройства технологической сигнализации информируют дежурный персонал о состоянии оборудования (в работе, остановлено и т.п.),предупреждают о приближении параметра к опасному значению, сообщают о возникновении аварийного состояния парогенератора и его оборудования. Применяются звуковая и световая сигнализация.
Эксплуатация котлов должна обеспечивать надежную и эффективную выработку пара требуемых параметров и безопасные условия труда персонала. Для выполнения этих требований эксплуатация должна вестись в точном соответствии с законоположениями, правилами, нормами и руководящими указаниями, в частности, в соответствии с “Правилами устройства и безопасной эксплуатации паровых котлов” Госгортехнадзора, ”Правилами технической эксплуатации электрических станций и сетей”, ”Правилами технической эксплуатации теплоиспользующих установок и тепловых сетей” и др.
На основе указанных материалов для каждой котельной установки должны быть составлены должностные и технологические инструкции по обслуживанию оборудования, ремонту, технике безопасности, предупреждению и ликвидации аварий и т.п. Должны быть составлены технические паспорта на оборудование, исполнительные, оперативные и технологические схемы трубопроводов различного назначения. Знание инструкций, режимных карт работы котла и указанных материалов является обязательным для персонала. Знания обслуживающего персонала должны систематически проверяться.
Эксплуатация котлов производится по производственным заданиям, составляемым по планам и графикам выработки пара, расхода топлива, расхода электроэнергии на собственные нужды, обязательно ведется оперативный журнал, в который заносятся распоряжения руководителя и записи дежурного персонала о работе оборудования, а так же ремонтную книгу, в которую записывают сведения о замеченных дефектах и мероприятиях по их устранению.
Должны вестись первичная отчетность, состоящая из суточных ведомостей по работе агрегатов и записей регистрирующих приборов и вторичная отчетность, включающая обобщенные данные по котлам за определенный период. Каждому котлу присваивается свой номер, все коммуникации окрашиваются в определенный условный цвет, установленный ГОСТом. Установка котлов в помещении должна соответствовать правилам Госгортехнадзора, требованиям техники безопасности, санитарно-техническим нормам, требованиям пожарной безопасности.
1. Описание технологического процесса
Паровым котлом называется комплекс агрегатов, предназначенных для получения водяного пара. Этот комплекс состоит из ряда теплообменных устройств, связанных между собой и служащих для передачи тепла от продуктов сгорания топлива к воде и пару. Исходным носителем энергии, наличие которого необходимо для образования пар из воды, служит топливо.
Основными элементами рабочего процесса, осуществляемого в котельной установке, являются:
1)процесс горения топлива,
2)процесс теплообмена между продуктами сгорания или самим горящим топливом с водой,
3)процесс парообразования, состоящий из нагрева воды, ее испарения и нагрева полученного пара.
Во время работы в котлоагрегатах образуются два взаимодействующих друг с другом потока: поток рабочего тела и поток образующегося в топке теплоносителя.
В результате этого взаимодействия на выходе объекта получается пар заданного давления и температуры.
Одной из основных задач, возникающей при эксплуатации котельного агрегата, является обеспечение равенства между производимой и потребляемой энергией. В свою очередь процессы парообразования и передачи энергии в котлоагрегате однозначно связаны с количеством вещества в потоках рабочего тела и теплоносителя.
Горение топлива является сплошным физико-химическим процессом. Химическая сторона горения представляет собой процесс окисления его горючих элементов кислородом, проходящий при определенной температуре и сопровождающийся выделением тепла. Интенсивность горения, а так же экономичность и устойчивость процесса горения топлива, зависят от способа подвода и распределения воздуха между частицами топлива. Условно принято процесс сжигания топлива делить на три стадии: зажигание, горение и дожигание. Эти стадии в основном протекают последовательно во времени, частично накладываются одна на другую.
Расчет процесса горения обычно сводится к определению количества воздуха в м3 ,необходимого для сгорания единицы массы или объема топлива количества и состава теплового баланса и определению температуры горения.
Значение теплоотдачи заключается в теплопередаче тепловой энергии, выделяющейся при сжигании топлива, воде, из которой необходимо получить пар, или пару, если необходимо повысить его температуру выше температуры насыщения. Процесс теплообмена в котле идет через водогазонепроницаемые теплопроводные стенки, называющиеся поверхностью нагрева. Поверхности нагрева выполняются в виде труб. Внутри труб происходит непрерывная циркуляция воды, а снаружи они омываются горячими топочными газами или воспринимают тепловую энергию лучеиспусканием. Таким образом, в котлоагрегате имеют место все виды теплопередачи: теплопроводность, конвекция и лучеиспускание. Соответственно поверхность нагрева подразделяется на конвективные и радиационные. Количество тепла, передаваемое через единицу площади нагрева в единицу времени носит название теплового напряжения поверхности нагрева. Величина напряжения ограничена, во-первых, свойствами материала поверхности нагрева, во-вторых, максимально возможной интенсивностью теплопередачи от горячего теплоносителя к поверхности, от поверхности нагрева к холодному теплоносителю.
Интенсивность коэффициента теплопередачи тем выше, чем выше разности температур теплоносителей, скорость их перемещения относительно поверхности нагрева и чем выше чистота поверхности.
Образование пара в котлоагрегатах протекает с определенной последовательностью. Уже в экранных трубах начинается образование пара. Этот процесс протекает при больших температуре и давлении. Явление испарения заключается в том, что отдельные молекулы жидкости, находящиеся у ее поверхности и обладающие высокими скоростями, а следовательно, и большей по сравнению с другими молекулами кинетической энергией, преодолевая силовые воздействия соседних молекул, создающее поверхностное натяжение, вылетают в окружающее пространство. С увеличением температуры интенсивность испарения возрастает. Процесс обратный парообразованию называют конденсацией. Жидкость, образующуюся при конденсации, называют конденсатом. Она используется для охлаждения поверхностей металла в пароперегревателях.
Пар, образуемый в котлоагрегате, подразделяется на насыщенный и перегретый. Насыщенный пар в свою очередь делится на сухой и влажный. Так как на теплоэлектростанциях требуется перегретый пар, то для его перегрева устанавливается пароперегреватель, в данном случае ширмовой и коньюктивный, в которых для перегрева пара используется тепло, полученное в результате сгорания топлива и отходящих газов. Полученный перегретый пар при температуре Т=540 С и давлении Р=110 атм. идет на технологические нужды.
2. Характеристика технологического оборудования
Полное наименование - вспомогательная котельная производства мономеров.
Данная установка входит в состав установки ректификации ароматических углеводородов.
Вспомогательная котельная предназначена для выработки:
- перегретого пара высокого давления П100;
- пара среднего давления П25;
- перегретого пара среднего давления П15;
- питательной воды;
- электроэнергии турбогенератором.
Сам котел производства японской фирмы Babkock Hitachi. Модели БХК (В-01-А). Тип: естественная циркуляция нижней опоры. Год выпуска 1985.
В качестве топлива используется природный газ с ГРС или метано-водородная фракция, получаемая на производстве мономеров.
Проектная мощность:
- 200 т/ч - перегретого пара высокого давления (П110);
- 490 т/ч - питательной воды для вспомогательных котлов (тит.413) и котлов утилизаторов печей пиролиза (тит.401).
Распределение пара П110, вырабатываемого вспомогательной котельной, при 100 % нагрузке производства мономеров:
- 11 т/ч - на производство мономеров;
- 180 т/ч - на выработку электроэнергии турбогенератором
- 9 т/ч – на технологический процесс выработки пара (личные нужды)
3. Характеристика применяемого сырья, материалов и
полупродуктов
На предприятии используется множество различных веществ. Это как продукты горения, так и топливо, побочные продукты. Все основные вещества представлены в таблице 1.
Основные применяемые и выделяемые вещества
Таблица 1
Наименование сырья,материалов,полупродуктов |
Регламентируемые показатели с допустимыми отклонениями | ||
| Обессоленная вода | |||
1. Жесткость, мкмоль/л, не более 2. Кремниевая кислота, мкг/кг, не более 3. Железо, мкг/кг, не более 4. Медь, мкг/кг, не более 5. Масло и нефтепродукты, мкг/кг, не более 6. Окисляемость, мг О2/кг, не более 7. Сумма нитратов и нитритов, мкг/кг, не более |
2 40 30 5 300 5 20 |
||
| Метано-водородный газ | |||
1. Объемная доля метана, %, не менее 2. Объемная доля водорода, %, не более 3. Объемная доля этилена, %, не более |
90 3,5 2,0 |
||
| Газ природный | |||
1.Теплота сгорания низшая, МДж/м3 (ккал/м3), при 20 oC 101.325 кПа, не менее 2. Область значений числа Воббе (высшего), МДж/м3 (ккал/м3) 4. Массовая концентрация сероводорода, г/м3, не более 5. Массовая концентрация меркапта-новой серы, г/м3, не более 6. Объёмная доля кислорода, %, не более 7.Масса мехпримесей в 1 м3, г, не более 8.Интенсивность запаха газа при объемной доле 1 % в воздухе, балл, |
31,8 (7600) 41,2 (9850) + 5,0 0,02 0,036 1,0 1,0 |
||
4. Описание технологического процесса и схемы
Подача и обработка деменирализованной воды
Деминерализованная вода подается через клапан регулятора уровня воды в деаэраторе B-V-01 в распределительный коллектор головки деаэратора.
Деаэратор B-V-01 предназначен для удаления из деминерализованной воды растворенного кислорода и углекислого газа и состоит из трубчатого подогревателя (конденсатора выпара паровоздушной смеси) с поверхностью теплообмена 6 м2 , деаэрационной колонки (головки деаэратора) объемом 37.5 м3 и бака-аккумулятора объемом 90.4 м3 (рабочий объем 73 м3 , что составляет 80 % от объема бака).
Деминерализованная вода поступает в трубчатый подогреватель деаэратора, где подогревается до 58о С за счет охлаждения парогазовой смеси выхлопа деаэрационной колонки (головки деаэратора), и через распределительный коллектор поступает в деаэрационную колонку. Деминерализованная вода проходит через камеру с разбрызгивающими соплами, равномерно распределяющими поток по объему верхней части деаэрационной колонки. Распределенная таким образом вода поступает на сетчатые поддоны, снизу омываемые паром, поступающим через распределительный коллектор нижней части деаэрационной колонки (под сетчатыми поддонами) по всей ее длине. Вода в пленочном режиме контактирует с паром, нагревается, при этом происходит процесс ее дегазации, т.е. выделение растворенного в ней кислорода и углекислого газа в объем деаэрационной колонки.
Деаэрированная вода совместно с частью подводимого пара сливается по перепускным трубам в бак-аккумулятор. Верхняя часть бака-аккумулятора соединена с деаэрационной колонкой дыхательными трубками. Для подогрева деминерализованной воды в деаэрационную колонку подается пар П4, через клапан PСV-10 регулирующий давление в деаэраторе. Также пар П4 поступает в головку деаэратора:
- от паровых турбин и питательных насосов;
- от расширителей непрерывной продувки;
- из сальниковых уплотнений турбины турбогенератора.
Суммарный расход пара в деаэратор - до 67,8 т/ч.
В пусковом режиме пар на деаэратор подается только из коллектора пара среднего давления общезаводской сети через клапан PCV-10 по линии прогрева через задвижку поз.SН-57 и обратный клапан.
Часть пара, подводимого в деаэратор, вместе с выделившимися из воды газами, из верхней части головки деаэратора отводится по перепускной трубе в конденсатор выпара, где отдает тепло деминерализованной воде. Пар конденсируется, и конденсат сливается на сетчатый поддон головки деаэратора. Незначительная часть пара и газа сбрасывается в атмосферу через дыхательный клапан (воздушник).
Деаэратор оборудован четырьмя предохранительными клапанами, указателями уровня, давления и температуры.
Для постоянного контроля режима работы деаэратора и проверки качества питательной воды предусмотрены автоматические анализаторы величины рН, содержания кислорода и электропроводимости. Кроме того, предусматривается отбор проб воды после холодильника проб на точный аналитический контроль в лаборатории.
Система подачи питательной воды
Для обеспечения котлов-утилизаторов производства мономеров питательной водой высокого давления не менее 14,8 МПа (148 кгс/см2 ) в котельной установлен питательный насос с электроприводом В-Р-01. Подшипники питательного насоса В-Р-04В снабжены контрольным прибором температуры. Расход питательной воды на котлы-утилизаторы фиксируется расходомерами поз.B-FIZ-16, поз.B-FIZ-17, поз.B-FIZ-18.
Насос оборудован:
- линиями прогрева на электронасосах;
- линиями осевой разгрузки и предотвращения перегрева уплотнения со сбросом воды в деаэратор;
- линиями минимального расхода воды со сбросом воды в деаэратор через дроссельные шайбы;
- линиями отбора питательной воды ПВ35 со средней ступени насоса.
Клапана FZV-16, FZV-17, FZV-18 сблокированы с расходомерами поз.FZ-16, поз.FZ-17, поз.FZ-18 и открываются при снижении расхода воды через насос до 100 т/ч. При достижении расхода 180 т/ч - клапан закрывается.
Питательные насосы котлов-утилизаторов В-Р-04А,В с электроприводом имеют блокировку автоматического включения резервного насоса при закрытии стопорного клапана турбины В-ТВ-02 рабочего насоса или при снижении давления в коллекторе питательной воды до 14.5 МПа (145.0 кгс/см2 ) поз.В-PRSA-16.
Система выработки перегретого пара высокого давления (пар
П110)
Из деаэратора питательная вода поступает на всас питательного насоса.
Насос имеет линии минимального расхода, с установленными на них клапанами FZV-12, FZV-13, FZV-14, FZV-15 со сбросом воды в деаэратор, для предотвращения работы насоса при низком или нулевом расходе питательной воды. Открытие клапана происходит при расходе воды 30 т/ч, закрытие - 70 т/ч.
Насос оснащен индивидуальной маслосистемой. Смазка подшипников осуществляется за счет разбрызгивающего кольца. Уровень масла контролируется по указательному фонарю (лубрикатору). Подшипники насоса оборудованы приборами контроля температуры.
Охлаждение подшипников питательного насоса осуществляется оборотной водой. На сальниковые уплотнения насосов подается деминерализованная вода. При аварийных ситуациях, технологическая схема предусматривает подачу деминерализованной воды в систему охлаждения подшипников питательных насосов.
Расход питательной воды не более 100 т/ч регулируется клапаном FCV-02А,В в зависимости от нагрузки котла и уровня в барабане. Котловая вода из барабанов по опускным трубам, одновременно являющимися опорами барабана котла, поступает в нижние коллектора экранов топки и конвективного газохода диаметром 318 х 25.4 мм. Для предотвращения образования вихревых воронок в горловинах опускных труб-колонн, над патрубками горловины расположены успокаивающие решетки.
В процессе теплопередачи происходит нагрев воды до температуры кипения при соответствующем давлении в экранных трубах. При этом образуется пароводяная смесь, удельный вес которой значительно ниже поступающей котловой воды. В результате чего происходит естественная циркуляция воды в котле и образование пара. Кратность циркуляции для котлов - 17.
Для увеличения активной поверхности нагрева труб экранных поверхностей, все трубы экранов имеют приварные боковые плавниковые пластины по всей длине, что, помимо того, позволило выполнить топку и газоходы газоплотными, способными работать под избыточным давлением до 200 мм вод.ст. Это благоприятно сказывается на процессах сгорания топлива, отсутствие присосов и необходимости применения дымососного агрегата. Котел имеет следующие экранные поверхности:
- фронтовой экран, образующий под, фронт и свод топки;
- боковые (правый, левый) экраны топки;
- задний экран топки;
Эти экраны образуют топочную камеру котла.
- боковые (правый, левый) экраны конвективного газохода;
- задний экран конвективного газохода.
Эти экраны образуют конвективный газоход, передней стенкой которого одновременно является задний экран топки.
Суммарная поверхность экранных труб составляет 431 м2 .
Пароводяная смесь поступает вверх по экранным трубам к верхним коллекторам и затем поступает в боковые отсеки барабана, где проходя через циклонные сепараторы, разделяется на пар и воду. Вода стекает в водяной объем барабана, а пар устремляется вверх и, проходя через жалюзийный сепаратор, поступает в паровой объем барабана. Уровень воды в барабане поддерживается с помощью системы автоматического регулирования подачи питательной воды на уровне оси барабана.
Для аварийного сброса уровня воды в барабане от (+150) мм до (-50) мм поз.В-LISA-02А,В, поз.В-LISA-04А,В барабан оборудован линией аварийного слива. Для обеспечения визуального контроля за уровнем воды барабан оборудован двумя водоуказательными колонками прямого действия, одна из которых имеет перископное устройство для передачи показаний на отм.6.00 м.
На барабане котла установлены два предохранительных импульсных клапана - рабочий и контрольный со сбросом пара через глушитель шума в атмосферу.
Для обеспечения вывода солей и поддержания требуемого солесодержания в барабане котла производится непрерывная продувка. Продувочная вода из барабана поступает в расширитель непрерывной продувки через регулирующий ручной вентиль. Расход котловой воды на продувку определяется по солесодержанию котловой воды. В результате падения давления в баке-расширителе происходит вскипание воды и паровыделение. Пар вторичного вскипания с температурой 151о С в количестве 0.42 т/ч проходит через сепарирующие перегородки, установленные в верхней части бака, и попадает в деаэратор, а котловая вода оставшаяся после упарки с большим солесодержанием, поступает в бак-барбатер В-Т-01А,В через конденсатоотводчик, где смешивается с деминерализованной водой от уплотнений питательный насосов.
Насыщенный пар из барабана поступает в коллектор I ступени пароперегревателя. Поверхность нагрева 324 м2 . Движение пара снизу вверх поперечно-противоточное по отношению к движению газов. Пар, двигаясь по змеевикам пароперегревателя за счет процесса теплопередачи от горячих дымовых газов к стенкам труб пароперегревателя, перегревается и тем самым увеличивает свою кинетическую и потенциальную энергию. Температура пара на выходе с I ступени пароперегревателя (375-400)о С. Затем пар поступает на II ступень пароперегревателя с поверхностью нагрева 270 м2 . Пар, нагретый на II ступени пароперегревателя до температуры (455-480)о С, затем поступает на III ступень пароперегревателя с поверхностью нагрева 135 м2 . Движение пара в III ступени пароперегревателя сверху вниз, параллельно движению дымовых газов. С III ступени пароперегревателя выходит перегретый пар высокого давления П110 с температурой (512-540)о С и давлением (10.0-11.9) МПа.
Перегретый пар П110 поступает в коллектор перегретого пара высокого давления П110 и распределяется по потребителям:
- на производство мономеров;
- к турбогенератору и далее в коллектор пара среднего давления П25;
- на РОУ 110/25 и далее в коллектор пара среднего давления П25;
- на РОУ-110/15 и далее через охладительную установку в коллектор перегретого пара среднего давления П15.
Сброс давления пара с котлов В-01А,В осуществляется на глушитель открытием электрозадвижек. Кроме того, система защиты котла включает электрозадвижку, установленную на общем паропроводе П110 со сбросом пара в атмосферу через глушитель.
Для контроля качества перегретого пара предусмотрены приборы анализаторы электропроводимости.
Система топливного узла
В качестве топливного газа для работы котлов используется природный газ с ГРС и метано-водородный газ производства мономеров.
Природный газ поступает в котельную с ГРС в количестве (2000-16000) м3 /ч через трубчатый теплообменник, где подогревается паром до температуры (70-90)о С.
Для обеспечения надежного отключения подачи природного газа на каждую горелку, на каждый котел и целиком на котельную, и безопасности в случаях срабатывания автоматической системы защиты (блокировок) котлов или аварийного их отключения со щита управления, на газопроводе смонтированы:
- клапан-отсекатель поз.SCV-01А на газопроводе к запальным;
- клапаны отсекатели поз.UZV-(01-04)А,В на газопроводах к каждой горелке;
Все вышеуказанные клапаны входят в систему автоматической системы защиты котлов, а также в систему автоматического розжига горелок. Клапана, помимо автоматического управления, имеют дистанционное управление.
Каждый котел оборудован четырьмя горелками, расположенными в два яруса на фронте котла. Горелки представляют собой цилиндрическую жесткую конструкцию, наружным фланцем крепящуюся к кожуху воздушного короба, внутренним фланцем - к обечайке амбразуры горелки, образованной разводкой труб экрана. Для прохода воздуха в кожухе горелки выставлен промежуточный фланец, между которым и внутренним фланцем смонтированы поворотные лопатки воздушного регистра. Привод лопаток выведен наружу горелки. Газопровод к котлу разводится к каждой горелке, проходит через отсечные клапаны поз.UZV-01А, поз.UZV-02А, поз.UZV-03А, поз.UZV-04А и ручные газовые клапаны по гибкому соединению, подается в газовый коллектор горелки. От коллектора горелки через фланцевые уплотнения до устья амбразуры проходят газовые стволы, оканчивающиеся распределительными наконечниками. Газ из коллектора по стволам выходит через отверстия наконечников под углом к потоку воздуха и смешивается с ним. Для интенсификации процесса смешения газа с воздухом в зоне амбразуры горелки на центральном стволе горелки расположен лопастной завихритель воздуха.
Каждая горелка оборудована газовым запальным устройством с подводом к ним через блокирующие электроклапаны азота для их продувки, приборами контроля пламени запальника и пламени горелок, гляделками и сервоприводами поворотных лопаток воздушных регистров. Управление отсечными клапанами газа, сервоприводами воздушных регистров и датчики пламени входят в систему автоматики розжига и блокировки котлов.
Для приема газа, пуска и останова горелки газопроводы имеют продувочные свечи, выведенные за пределы корпуса котельной выше уровня крыши.
Розжиг горелок осуществляется от запальных горелок с электроискровым запальным устройством и ионизационным датчиком пламени. Газовые горелки котлов оборудованы фотодатчиками пламени, которые входят в систему блокировки котла для защиты его от загазованности при розжиге горелки или при погасании факела каждой горелки.
Полнота сгорания газа контролируется в отходящих газах автоматически газоанализаторами.
Воздух, необходимый для горения топливного газа, подается по напорному воздуховоду дутьевым вентилятором В-А-01А с электроприводом. Вентилятор высоконапорный, максимальное давление нагнетания - 700 мм.вод.ст.
Воздух засасывается с улицы или помещения котельной, что определяется положением переключающих шиберов на шахте всаса, проходит калорифер подогрева воздуха В-Н-02А, где нагревается в холодное время до температуры (15-30)о С теплофикационной водой. Воздух после подогревателя и регулируемого направляющего аппарата подается на всас рабочего колеса вентилятора. Положение лопаток направляющего аппарата, в зависимости от нагрузки потока и расхода газа, изменяется сервоприводом, входящим в систему автоматического регулирования нагрузки котла.
Нагрев воздуха до температуры 250 о С поз.B-TRA-13A, нагнетаемого вентилятором в топку, производится за счет тепла уходящих дымовых газов в регенеративном воздухоподогревателе (РВП) В-Н-01А.
РВП представляет собой вращающийся в вертикальной плоскости ротор, состоящий из набора пластин специального профиля, образующих узкие каналы. Попеременно, при вращении ротора, по каналам проходят горячие газы и нагревают пластины ротора, а затем воздух, которому пластины отдают тепло. Поверхность нагрева РВП составляет 850 м2 .
Температура дымовых газов на входе в РВП - (330-370) о С, на выходе - (155-180) о С.
На одном валу с электродвигателем установлен пневмодвигатель, который включается автоматической системой включения резерва, путем открытия электроселеноидного клапана на линии подачи сжатого воздуха при отключении питания основного электродвигателя. Если в течение двух минут РВП не будет вращаться, то произойдет срабатывание блокировки системы аварийной защиты котла.
Система смазки подшипников – «в масляной ванне».
После РВП воздух поступает на воздушный распределительный короб котла и из него через лопатки регистров горелок в каждую горелку котлов, где его поток смешивается с газом, выходящим из газораспределительных сопел. Постоянное соотношение газа с воздухом поддерживается регулятором соотношения. Производительность котла регулируется как изменением количества газа и воздуха, так и числом работающих горелок. Полнота сгорания газа контролируется и обеспечивается автоматическими газоанализаторами на СО и О2 в отходящих газах и путем коррекции задатчика блока соотношения поддерживается содержание О2 в дымовых газах (1-2) %. Кроме того, косвенный контроль процесса горения осуществляется визуально через охлаждаемые гляделки и по температуре газов по газоходу котла.
Отключение котла от общего газохода осуществляется шиберной заслонкой с электроприводом.
5. Обоснование выбора каналов внесения регулирующих
воздействий
Из многих параметров характеризующих процесс, необходимо выбрать те, которые подлежат регулированию и изменением которых целесообразно вносить регулирующее воздействие. Для этого необходимы результаты анализа целевого назначения процесса. Исходя из результатов анализа, выбирают критерий управления, его заданное значение и параметры, изменением которых наиболее целесообразно на него воздействовать. Последнее осуществляется на основе статических и динамических характеристик процесса, дающих представление о взаимозависимости параметров.
Показателем эффективности работы водогрейного котла является температура прямой воды. На нее действуют следующие возмущения:
·расход воды через котел;
·расход топлива;
·расход воздуха;
·разряжение;
·температура обратной воды.
Стабилизировать, т.е. устранить все возмущения нельзя, т.к. расход топлива, расход воздуха и разряжение взаимосвязаны. Устранить можно только одно возмущение – расход воды через котел. Расход воды стабилизируется при помощи подпитки обратной воды химически-очищенной водой. Кроме того, температура прямой воды должна изменяться в зависимости от температуры наружного воздуха. Анализируя эти возмущения, можно прийти к выводу, что экономически целесообразным будет использование в качестве регулирующего воздействия изменение подачи топлива. Целесообразно использовать каскадно-связанное регулирование с главным регулятором. Он воспринимает изменение температуры наружного воздуха и температуры прямой воды, т.е. в общем коллекторе. Кроме того на регулятор топлива подается сигнал от датчика температуры воды за котлом и от датчика температуры обратной воды. Таким образом, подача топлива изменяется в зависимости от температуры наружного воздуха, температуры в общем коллекторе, температуры воды за котлом и температуры обратной воды. Воздух должен подаваться в таком количестве, чтобы обеспечить полное сжигание топлива. Если воздуха недостаточно, то кроме неполноты сжигания, т.е. экономических потерь будет загрязнение атмосферы. Если воздуха будет избыток, то будет унос тепла в трубу. Таким образом, необходимо регулировать соотношение "топливо-воздух". Топливо может идти разного качества, и расчетный коэффициент соотношения может оказаться не оптимальным. Для повышения качества необходимо контролировать полноту сжигания топлива по содержанию кислорода в дымовых газах. Таким образом, регулятор воздуха будет изменять подачу воздуха в зависимости от расхода топлива, расхода воздуха, с коррекцией по содержанию кислорода в дымовых газах. В данном проекте изменение расхода воздуха затруднительно, так как сечение воздуховода прямоугольное. Тогда регулирование ведется по косвенному параметру – давлению воздуха.
Для процесса горения в топке должно быть создано разряжение, если оно будет недостаточным, то возможно погасание пламени. Если слишком велико, то отрыв пламени от горелок. Разряжение в проекте регулируется в зависимости от расхода воздуха, изменением производительности дымососа.
Итак, в проекте используются следующие САР:
1. САР расхода топливного газа;
2. САР расхода и давления воздуха в топку;
3. САР температуры в топке;
4. САР уровня в барабане котла.
6. Обоснование выбора контролируемых и сигнализируемых
величин
При выборе контролируемых величия необходимо руководствоваться тем, что при минимальном их числе обеспечивалось наиболее полное представление о процессе. Контролю подлежат те параметры, по значениям которых осуществляется оперативное управление технологическим процессом, а также его пуск и остановка. К таким параметрам относятся все режимные и выходные параметры, а также входные параметры, при изменении которых в объект будут поступать возмущения. Обязательному контролю подлежат параметры, значения которых регламентируются технологической картой.
Контролю подлежат все регулируемые параметры :
· расход обратной воды;
· температура обратной воды;
· температура прямой воды;
· давление воздуха;
· концентрация O2 в дымовых газах;
· разряжение в топке котла;
· температура воды в коллекторе.
Кроме регулируемых параметров контролю подлежат следующие:
· давление воды на входе и выходе из котла;
· расход воды в коллекторе и расход прямой воды;
· температура дымовых газов за котлом;
· давление воздуха после дутьевого вентилятора;
· давление газа;
· разряжение перед дымососом;
· содержание CH4 в помещении;
· наличие пламени.
Контроль расхода газа и расхода воды необходим для расчета технико-экономических показателей.
Контроль давления воды необходим для того, чтобы определить, есть ли расход воды через котел. При уменьшении расхода давление понижается. Температуру дымовых газов контролируют для определения энтальпии дымовых газов.
Контроль давления воздуха после дутьевого вентилятора необходим для определения работы вентилятора. Понижение давления воздуха происходит в случае отключения вентилятора или закрытия его направляющего аппарата при неисправности регулятора воздуха. При понижении давления воздуха может произойти отрыв факела или его погасание. Так как в момент отключения вентилятора воздух в топку не поступает, разряжение увеличивается, происходит отрыв факела.
Понижение давления газа ниже допустимого приводит к погасанию факела. Поэтому давление топлива необходимо контролировать.
При повышенных разряжениях в газоходе будет велик присос наружного воздуха через всякого рода неплотностях в обнуровке, это ухудшит условия теплопередачи, снизится производительность за счет повышенной потери с отходящими газами. Поэтому необходим контроль разряжения перед дымососом.
Метан в смеси с воздухом создают взрывоопасную газовоздушную смесь, взрывающуюся от источника открытого огня. Она действует на человека удушающе и отравляюще, поэтому необходимо контролировать содержание метана CH4 в помещении.
При погасании факела, топка котла и помещение заполняются газом, и может произойти взрыв.
Для предотвращения этого предусмотрен контроль по наличию пламени в топке котла.
Сигнализации подлежат все параметры, изменения которых могут привести к аварии, несчастным случаям или серьезному нарушению технологического режима. К ним относятся:
· повышение температуры воды за котлом;
· понижение и повышение давления газа;
· понижение давления воды в обратном трубопроводе;
· наличие пламени;
· понижение давления воздуха;
· повышение разряжения дымовых газов;
· понижение расхода газа;
· повышение O2 в дымовых газах.
Оперативный технологический персонал при оповещении его устройствами сигнализации о нежелательных событиях должен принять соответствующие меры по их ликвидации. Если эти меры окажутся не эффективными и параметр, характеризующий состояние ТОУ достигнет аварийного значения, должны сработать системы противоаварийной защиты, которые автоматически по заданной программе перераспределяют материальные и энергетические потоки, включают и отключают аппараты объекта с целью предотвращения взрыва, аварии, несчастного случая, выпуска большого количества брака.
Котел подлежит защите при отклонении следующих параметров:
·повышение температуры воды за котлом;
·повышение или понижение давления воды за котлом;
·понижение давления воздуха;
·повышение или понижение давления газа;
·уменьшение разряжения в топке котла;
·повышение давления обратной воды;
·погасание факела в топке котла.
Защита заключается в автоматическом прекращении подачи топлива при отклонении любого из вышеперечисленных параметров.
7. Обоснование выбора средств автоматизации
Автоматические устройства должны выбираться в рамках Государственной Системы Приборов. Средства автоматизации должны быть выбраны технически грамотно и экономически обосновано. Конкретный тип автоматического устройства выбирают с учетом особенностей объекта управления и принятой системы управления. При этом предпочтение следует отдавать однотипным, централизованным и серийно выпускаемым устройствам. Это значительно упростит поставку и эксплуатации. В связи с тем, что процесс нагрева воды не относится к числу пожаро- и взрывоопасных, автоматизация осуществляется на основе использования электрических средств. Электрические приборы более точны и отличаются быстродействием по сравнению с пневматическими. Источник энергии у электрических средств автоматизации более прост и надежен. Также отсутствуют ограничения по расстоянию между усилителем и исполнительным механизмом. Электрические регуляторы позволяют легко суммировать различные импульсы.
В проекте использованы приборы системы "Контур-2", так как они выпускаются НЗТА специально для тепловых процессов. Система построена по блочно-модульному принципу. Связь между блоками и модулями осуществляется с помощью сигналов постоянного тока, а точный сигнал легче преобразовать, суммировать и можно использовать многократно.
Для регулирования используются регуляторы РС29. Они обладают высокой точностью и выполняют следующие функции: масштабирование сигнала от датчика, алгебраическое суммирование, введение сигнала задания, формируют и усиливают сигнал расслаивания, световую индикацию выхода.
Функциональные возможности:
- Регулирование по ПИ, П и трехпозиционному; двухпозиционному законам регулирования, а при использовании динамического преобразователя по ПИД закону.
- Переключение вида управления с автоматического на ручное и обратно; ручное управление исполнительным механизмом.
- Сигнализация предельных отклонений регулируемой величины от заданного значения.
Цифровая индикация одного из четырех параметров по выбору (для исполнений с цифровой индикацией):
- заданного значения регулируемой величины;
- отклонения регулируемой величины от заданного значения;
- положения исполнительного механизма;
- дополнительного параметра.
С регуляторами РС29 работают электрические позиционеры Siemens либо исполнительные механизмы МЭО. Механизмы исполнительные электрические однооборотные постоянной скорости МЭО предназначены для перемещения регулирующих органов в системах автоматического регулирования технологическими процессами в соответствии с командными сигналами автоматических регулирующих и управляющих устройств.
Сигнал с регулятора на исполнительный механизм поступает через трехпозиционный усилитель У29.3М с электромагнитным тормозом.
Тиристорные усилители применяются для управления мощностью электрической нагрузки в одно- и трехфазных цепях переменного тока в схемах автоматического регулирования и управления различными технологическими процессами.
Блок управления преобразует входные дискретные, импульсные или аналоговые сигналы и обеспечивает гальваническую развязку входных низковольтных цепей и мощного выходного каскада.
Источниками дискретных, импульсных или аналоговых сигналов управления для тиристорных усилителей могут быть как ручные задатчики и блоки управления, так и разнообразные контроллеры (ПЛК) и регуляторы. Мощность нагрузки регулируется за счет широтно-импульсной либо фазоимпульсной модуляции. В зависимости от исполнения тиристорные усилители способны обеспечить оба метода управления, преобразуя импульсные или аналоговые сигналы от контроллеров и регуляторов.
Усилители мощности также используются в качестве бесконтактных устройств управления одно- и трехфазными синхронными и асинхронными электродвигателями, электромагнитными пусковыми устройствами. В этом случае они выполняют следующие функции:
- усиливают дискретные и импульсные сигналы,
- обеспечивают пуск и торможение электродвигателя,
- выполняют защиту от мгновенного реверса,
- сигнализируют о перегрузке.
Наиболее часто тиристорные усилители применяются для управления электродвигателями электрических исполнительных механизмов постоянной скорости, используемых практически для любой запорной и запорно-регулирующей арматуры неполноповоротного принципа действия: шаровых и пробковых кранов, клапанов, шиберов, поворотных дисковых затворов, заслонок.
В качестве датчиков расхода и давления используются измерительные преобразователи типа "Метран-100", которые предназначены для измерения и непрерывного преобразования в унифицированный аналоговый токовый сигнал и/или цифровой сигнал в стандарте протокола HART, или цифровой сигнал на базе интерфейса RS485 следующих входных величин:
- избыточного давления (Метран-100-ДИ);
- абсолютного давления (Метран-100-ДА);
- разрежения (Метран-100-ДВ);
- давления-разрежения (Метран-100-ДИВ);
- разности давлений (Метран-100-ДД);
- гидростатического давления (Метран-100-ДГ).
Для питания датчиков стабилизированным напряжением постоянного тока 36В используется блок питания типа БПС-90П/К.
Блоки БПС-90П обеспечивают получение линейной зависимости между формируемым выходным унифицированным токовым сигналом и измеряемым параметром (давление, уровень, разность давлений).
Блоки БПС-90К предназначены для линеаризации статической характеристики преобразователей (датчиков) при измерении расхода по методу перепада давлений на сужающем устройстве.
Функциональные возможности блоков:
- обеспечивают питание взрывозащищенных преобразователей и датчиков по двухпроводной линии связи, несущей одновременно информацию об измеряемом параметре в виде сигнала постоянного тока;
- ограничивают электрическую мощность искробезопасной цепи;
- повышают мощность выходного сигнала датчиков до уровня, обеспечивающего возможность подключения заданной внешней нагрузки (до 2,5 кОм для выходного сигнала 0-5 мА и до 1 кОм для сигналов 0-20 и 4-20 мА);
- преобразуют электрический токовый сигнал 4-20 мА искробезопасной цепи (двухпроводной линии связи дистанционной передачи) в соответствующий выходной сигнал (0-5; 0-20 или 4-20 мА);
- обеспечивают визуальную индикацию значения выходного сигнала на 4-х разрядном цифровом табло;
- обеспечивают сигнализацию ухода значения выходного сигнала за минимальный и максимальный уровни, устанавливаемые предварительно
В качестве вторичных приборов лучше использовать регистрирующие приборы типа РМТ-69. Он работает с любыми датчиками и может измерять любые величины. Одновременно он может выполнять функции показания, регистрации, сигнализации, регулирования и преобразования.
Для регулирования температуры прямой воды изменением расхода газа в зависимости от температуры в общем коллекторе в качестве чувствительного элемента используется термопреобразователь сопротивления платиновый типа ТСП-1088гр100П (поз. 1-1, 1-9). Используется платиновый, а не медный, потому что нужна точность и измеряется высокая температура, так как температура прямой воды является показателем эффективности.
Главным регулятором выбран регулятор температуры типа РС 29.2.22. Выбран регулятор именно этой модификации, потому что он работает с ТСП градуировки 50 М, а также можно подключить датчики постоянного тока. Сигнал с регулятора подается на регулятор топлива, в качестве регулятора топлива выбирается РС 29.0.12.
Для измерения температуры обратной воды, температуры окружающего воздуха, в качестве датчика используется ТСП типа ТСМ-1088 гр 50М. Измеряется невысокая температура, не требуется высокая точность, поэтому выбирается медный термопреобразователь сопротивления.
Для управления регулирующими устройствами используется позиционер Siemens SIPART PS2.
Прибор устанавливает регулирующий орган (например, МИМ) в положение, соответствующее электрическому входному управляющему сигналу.
Дополнительные функциональные входы могут быть использованы для блокировки клапана или для установки в безопасное положение.
В позиционер могут быть встроены дополнительные модули: положения клапана (4..20мА), сигнализации конечных положений клапана (2 реле), дополнительных цифровых сигналов (ошибки, конечных положений), цифровой сигнал HART.
Рассмотрим работу САР на примере работы участка регулирования расхода топливного газа
Блок питания БПС-90П постоянно получает показания с датчика Метран-100-ДИ. Далее сигнал идет на регулятор, в котором величина уставки равняется 110 кг/см2 . Если давление в трубопроводе пара на выходе увеличилось свыше 110 кг/см2 , то в регуляторе появляется рассогласование между величиной уставки и входным сигналом.
8. Сигнализации и блокировки
Правильно построенные схемы обеспечивают четкую сигнализацию, способствуют предотвращению аварий и несчастных случаев. Схема сигнализации должна обеспечивать одновременную подачу светового и звукового сигналов, съем звукового сигнала, повторность срабатывания исполнительного устройства звуковой сигнализации после его отключения нажатием кнопочного выключателя; проверку исполнительного устройства сигнализаторов от одного кнопочного выключателя.
В проекте сигнализация осуществляется с помощью схемы импульсной сигнализации. Пусть, например, температура прямой воды стала выше допустимого значения, замыкается контакт РМТ-69, сигнал идет в схему сигнализации, которая собрана на блоках БАС, БПС. Из этой схемы выходит сигналы, которые идут на сигнализирующие устройства – лампа (мигающий свет) и динамик (звук). После того как оператор заметил неисправность, кнопкой «квитация» снимается сигнал, лампа горит ровным светом, звук выключается. После возвращения параметра в регламентные рамки лампа гаснет. Схема возвращается в исходное положение.
При достижении параметром крайних показаний срабатывает блокировка. Происходит это так: например давление в барабане котла превысило допустимое давление и дальнейшее повышение приведет к разрушению емкости. Блокировочные контакты источника питания «Метрана» замыкаются, сигнал идет в дополнительное реле МСБИ, где замыкаются более мощные, стойкие к высоким напряжениям контакты, сигнал от которых уходит на исполнительный механизм. Исполнительным механизмом может быть, например клапан или электрозадвижка. Электрозадвижка срабатывает, открывается проход избыточному давлению в атмосферу через глушитель. После приведения давления в рабочее состояние контакты в БПС размыкаются, задвижка закрывается, и весь процесс возвращается в первоначальный вид. В случае отказа всей системы сброса давления предусмотрен клапан ППК, который при определенном давлении открывается и также выбрасывает избыточное давление в атмосферу.
Блок ировочные и сигнализационные позиции
Для безопасной и безаварийной работы котлов предусмотрено множество сигнализационных позиций и блокировочных систем. В этой дипломной работе указанны самые важные.
При выходе из строя дутьевого вентилятора, который нагнетает воздух в топку или понижении давления воздуха, срабатывает сигнализация «минимальное давление воздуха», подача топливного газа прекращается, схема переходит на аварийное состояние.
При повышении давления пара на выходе свыше 11 МПа срабатывает сигнализация «максимальное давление пара», свыше 12 МПа срабатывает блокировка, прикрывается два отсечных клапана на пути газа в топку.
При повышении уровня в барабане котла свыше 60% срабатывает сигнализация «превышение уровня в барабане котла», свыше 70% открывается отсечной клапан стравливающий уровень в бак-барбатер (на схеме не указан).
При превышении уровня в диаэраторе до 60% срабатывает сигнализация «превышение уровня в диаэраторе», а свыше 70% прекращается подача дем.воды с цеха очистки воды.
Так же на всех емкостях с большим давлением установлены спускные клапана, которые срабатывают при превышении максимального давления, пар идет на сброс в атмосферу через глушитель, предназначенный для снижения шума.
Блокировка питательного насос а
На отключение электродвигателя есть только одна "технологическая" блокировка - минимальное давление масла - 2,0 кгс/см2 .
Кроме блокировки по минимальному давлению масла существуют блокировки связанные с электрооборудованием:
- перегруз электродвигателя питательного насоса;
- низкое напряжение на электродвигатель питательного насоса.
Прекращение подачи природного газа
Прекращение подачи природного газа вызовет предварительное срабатывание сигнализации по падению давления газа, а при его дальнейшем снижении, к срабатыванию автоматической блокировки останова котлов.
Прекращение подачи электроэнергии
В случае выхода из строя системы электроснабжения котельной срабатывает сигнализация «падение напряжения», блокировочная схема автоматически выключает подачу газа перекрытием отсечных клапанов. Все остальные системы переключаются в аварийный режим по заранее заложенному алгоритму. При отказе автоматической блокировки котлов, турбогенератора, производится их останов ключом "Останов при аварии" с пультов управления котлами и турбогенератором.
9. Расчеты автоматических устройств
Расчет сужающего устройства
При выборе типа сужающего устройства обычно руководствуются правилами:
- потери давления (энергетические потери) в сужающих устройствах увеличивается в определённой последовательности: труба Вентури, короткое сопло Вентури, сопло-диафрагма;
- при прочих режимных условиях и одинаковых значениях m и Ар сопла позволяют измерять большие расходы потоков и обеспечивают более высокую точность измерения по сравнению с диафрагмами, особенно при малых значениях т;
- в процессе эксплуатации диафрагмы закрепляются в большей степени, чем сопла и изменяют коэффициенты расхода, а, следовательно, площади поперечного сечения измерительного трубопровода у диска и степень притупления остроты кромки;
При выполнение расчётов стандартных сужающих устройств, связанных изменением расхода потоков, решают четыре задачи.
1. Определение диаметра d20 отверстие диафрагмы, сопла, сопла Вентури, если известны расходы потока, его физико-химические параметры и размеры цилиндрического участка трубопровода. В этом случае основанное уравнение расхода потока содержит три неизвестных а, е, d20 . Возможен путь последовательных приближений, при котором произвольное значение задаётся d, соответствующим какому либо стандартному значению т, определяют в первой приближении а, полотая ориентировочное значение е по отношению Дp/р. Исходя из первого приближения а, находим коэффициент m и по таблице коэффициентов расхода, например, для диафрагмы с угловым отбором перепада давления, определяют соответствующее значение dy при определенном числе Рейнольдса обычно при (Re=1000000) после постановки dy в управление расхода находят, а во втором приближении. Расчёт продолжают до тех пор, пока d20 не будет отличаться более чем на 0,1% .
2. Определение диаметра d20 отверстие сужающего устройства при свободном выборе предельного перепада давление Дрпр . Выбирает так, чтобы относительная площадь устройства m была невелика. При средних скоростях потоков измерительных трубопроводах 10-25м/с значения m должны соответствовать перепадом давления, лежащем в пределах 0,016-0,063 МПа.
Применение сужающего устройства с относительной m 0,35 связью следующими преимуществами уменьшается средняя квадратическая относительная погрешность при большей области измерения измеряемых расходов потока и влияние шероховатости измерительных трубопроводов до 300 мм; сокращается длина прямых измерительных установок трубопровода.
3 Определение перепада давления Др, создаваемого диафрагмой, соплом, соплом Вентури или трубой при определённом расходе потока для выбора необходимого манометра
4.Определения расхода потока по измеряемому перепаду давления на сужающем устройстве определяемого типа при известных конструктивных параметрах сужающего устройства измерительного трубопровода с учётом физико-химических показаний потока.
Исходные данные:
вещество – вода
абсолютное давление Р=3,5 кгс/см2
внутренний диаметр трубы Дтр =50 мм
максимальный объемный расход Q0 max =20м3 /ч
минимальный объемный расход Q0 min =10м3 /ч
допустимая норма давления Рn =1 кгс/см2
имеющийся прямой участок трубы перед диафрагмой ![]()
Температура t=100 С
Расчет:
Из таблицы определяются необходимые для расчета плотность и динамическая вязкость с=999,7 кг/м3, м=1,3077 .
Выбирается сужающее устройство – диафрагма.
Выбирается тип дифманометра – мембранный.
Определяется
максимальный массовый расход.
![]()
![]() =20 · 999,7=19994 кг/ч
=20 · 999,7=19994 кг/ч
Из стандартного ряда чисел по максимальному расходу выбирается число большее заданного на 20-25% и принимается за максимальный расход при расчете
![]() =25000 кг/ч
=25000 кг/ч
По одной из формул вычисляется число Рейнольдса, соответствующее максимальному расходу
![]()
![]()
Из графика определяется для каких модулей диафрагмы выполняется условие Remin >Reгр .
Из графика видно, что условие Remin >Reгр выполняется при m<0,31.
Определяется число mб для трех соседних ДРH взятых из стандартного ряда чисел по одной из формул.
 ,
,
где ![]() - кг/ч
- кг/ч
Дтр – мм, ДРH – кгс/см2, с – кг/м2.
Расчет значений для различных перепадов давлений
Таблица 2
| ДРH, кгс/м2 | 6300 | 10000 | 16000 |
| mб | 0,344 | 0,253 | 0,200014 |
| б | 0,76 | 0,672 | 0,653 |
| m | 0,48 | 0,375 | 0,31 |
| l1/Дтр | 31 | 21 | 22,5 |
| PH/ДP | 48,5 | 60 | 66,5 |
| Pn, кгс/м2 | 3055,5 | 6000 | 10640 |
Для вычисления значений mб по графику определяются величины m и б и заносятся в таблицу.
По значениям m из графика потеря давления от установки диафрагмы и заносятся в таблицу. Из расчетной таблицы видно, что наиболее целесообразным является период давления на дифманометре ДРH =6300 кгс/м2, т.к. при этом располагаемый прямой участок трубопровода больше требуемого, потеря давления меньше допустимой и модуль близок к оптимальному.
Вычисляется диаметр отверстия диафрагмы:
![]()
Проводится проверка расчета по формуле:
![]()
Относительная погрешность при измерении расхода будет

Расчет выполнен верно, т.к. д=2,6% и это не превышает допустимые 5%.
Расчет регулирующего клапана
Исполнительный механизм должен отвечать требованиям, выявленным при анализе принятого закона регулирования или управления системы, а также требованиям, определяющим совместную работу с выбранным регулирующим органам, т.е. должен удовлетворять требованиям заданных динамических и статических характеристик исполнительного устройства. Выбор исполнительного механизма производится на стадии проектирования системы регулирования в соответствии с конкретными условиями его работы. При этом исполнительный механизм должен:
1) обеспечивать необходимую скорость регулирования, определяемую динамикой системы;
2) обеспечивать линейную ходовую характеристику (статическую), т.е. постоянство коэффициента передачи по мощности во всем диапазоне изменения регулируемой величины, при этом ИМ не будет искажать выбранного закона регулирования;
3) сохранять равенство между перемещением выходного элемента и рабочим ходом затвора регулирующего органа. Если это равенство не выполняется, необходимо подобрать механическую связь между исполнительным механизмом и регулирующим органом. При этом коэффициент передачи связи должен быть учтен (как и всякого звена, входящего в систему автоматического регулирования).
При выборе исполнительных механизмов, кроме требований, предъявляемых системой регулирования, необходимо учитывать следующее:
1) желательно, чтобы виды энергии, создающей перестановочное усилие, и энергии командного сигнала от регулирующего блока системы были идентичны; в противном случае следует предусмотреть наличие соответствующих преобразователей;
2) ИМ должны применяться с учетом окружающих условий и иметь соответствующее исполнение ( пыле-, брызго, - взрывозащищенное );
3) ИМ должны отвечать требованиям по энергетическим, эксплуатационным и экономическим показателям, а также требованиям надежности, предъявляемым в зависимости от степени ответственности регулируемой величины;
4) наименее важным фактором при выборе исполнительного механизма является его масса и габаритные размеры, однако в отдельных случаях эти показатели также следует учитывать, если этого требует специфика его применения.
Цель расчета: определение условной пропускаемой способности ![]() ; определение диаметра условного прохода Ду
; выбор конкретного клапана.
; определение диаметра условного прохода Ду
; выбор конкретного клапана.
Исходные данные:
вещество – вода
температура – 100 С
внутренний диаметр трубы Дтр =50 мм
максимальный объемный расход Q0 max =20м3 /ч
минимальный объемный расход Q0 min =10м3 /ч
давление в начале участка трубы, на котором стоит регулирующий клапан PH =3,5кгс/см2
давление в конце участка трубы PК =2 кгс/см2
длина трубы L=20 м
Z=0, два вентиля, трубопровод прямой горизонтальный.
Расчет:
Находятся недостающие для расчета данные: плотность и динамическая вязкость: с=999,7 кг/м3 ; м=1,3077 сПз. Составляется схема трубопровода, на котором стоит регулирующий клапан
![]()
Рис.1 Отрезок трубопровода с регулирующим клапаном
Определяется число Рейнольдса (характеризует отношение сил инерции и сил вязкости) для максимального и минимального расходов
![]()
![]()
Определяется коэффициент трения для максимального и минимального расходов.
![]()
![]()
Определяются средние скорости потока для максимального и минимального расходов.
![]()
![]()
Определяются потери на трение при максимальном и минимальном расходах:
![]()
![]()
Определяются потери на местные сопротивления, для этого находятся коэффициенты сопротивления
овх - коэффициент сопротивления входа в трубу 0,5
овых - коэффициент сопротивления выхода 1
овент - коэффициент сопротивления вентиля 5


Определяются суммарные потери на трение и местные сопротивления
![]()
![]()
![]()
Определяется перепад давления на регулирующий орган при max и min расходах:
![]()
![]()
![]()
![]()
Определяется max и min пропускная способность регулирующего органа с учетом коэффициента запаса


Выбираются стандартные значения Ду
и ![]() .
.
Ду
=50 мм ![]() =63 м3
/ч
=63 м3
/ч
Вычисляется число Remax для Ду .
![]() .
.
По числу Remax находится поправка на вязкость Ш.
Ш=1.
Определяется пропускная способность с учетом влияния вязкости.
![]()
Определяется относительное положение затвора регулирующего органа при max и min расходах.
Клапан выбран верно, так как nmax <0,9; nmin >0,1.
Выбирается конкретный тип клапана, учитывая, что рабочее вещество (вода) – жидкость не агрессивная, t=100 C, выбираем клапан типа 25ч 32ННС.
Расчет устойчивости автоматического регулятора.
Для обеспечения нормального технологического режима производства пара высокого давления необходимо поддерживать постоянство температуры, при которой происходит нагрев воды. Это возможно осуществить изменением подачи пара, который предварительно проходит через барабан котла и затем поступает в змеевик топки.
В результате эксперимента получена кривая разгона барабана котла по каналу пар-температура.
Необходимо определить передаточную функцию объекта по каналу пар-температура, найти расширенную частотную характеристику и рассчитать оптимальную настройку ПИ-регулятора, построив переходный процесс в системе регулирования.
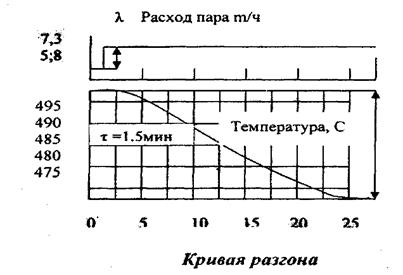
Рис. 2 Переходная характеристика регулирования расхода пара.
Ответ. В соответствие с методикой, изложенной выше, определяем передаточную функцию объекта. Предварительные расчеты дали следующие значения коэффициентов:
F,=10,36; a=E;
F,=34; a=F;
F,=5,l; a,=F.
Так как кривая разгона и её первая производная при t=0 равны нулю, то выбираем передаточную функцию с учётом транспортного запаздывания следующего вида:
Так как коэффициент усиления K объекта равен отношению выходной величины а и входной X в установившемся режиме, то
Транспортное запаздывание определяем из кривой разгона:
![]()
Пренебрегая коэффициентом F3 =5,l ввиду его малого влияния, получаем передаточную функцию объекта более простого вида:

Построенная по этой передаточной функции кривая разгона хорошо совпадает с экспериментальной кривой разгона. По передаточной функции объекта заменой с на ico определяем его амплитудно-фазовую характеристику по формуле:

Результаты расчета приведены в таблице:
Амплитудно-фазовая характеристика объекта
Таблица 3
| щ | А(щ) | ц(щ) | щ | А(щ) | ц (щ) |
| мин-1 | °С/(m/ч) | град | мин-1 | °С/(m/ч) | град |
| 0,06 | 13,65 | 40°33' | 0,36 | 2,91 | 163°15' |
| 0,12 | 11,02 | 70°59' | 0,48 | 1,61 | 185°06' |
| 0,18 | 7,80 | 108°32' | 0,60 | 1,14 | 202°36' |
| 0,24 | 5,52 | 131°28' | 0,72 | 0,81 | 217°36' |
 |
Исходя из этих данных мы видим, что регулятор устойчив.
10. Эксплуатация средств автоматизации
Эксплуатация камерной диафрагмы типа ДКС-10-150
Диафрагма устанавливается в трубопроводе, по которому протекает жидкое или газообразное вещество для сужения местного потока.
Качество изготовления сужающих устройств и особенно их правильный монтаж, имеют решающее значение для получения точных результатов измерения расхода.
Наружный диаметр зависит от присоединительных размеров трубопровода.
Сужающие устройства периодически прочищают, открывая вентиль. Продувку ведут до тех пор, пока не прекратиться выброс из сужающего устройства осадков, скопившихся в камерноотборных отверстиях.
На время продувки, дифманометр отключают, так как при сообщении с атмосферой одного вывода сужающего устройства, по второму выводу на дифманометр будет действовать статическое давление в трубопроводе во много раз превышающий предел давления.
Эксплуатация дифманометра типа ДМ
Перед установкой, дифманометр необходимо заполнить измеряемой жидкостью. Для этого на клапаны типового и импульсного сосудов, поочередно надевают резиновый шланг с сосудом, емкостью 0,005-0,001 м3 , заполненный измеряемой жидкостью. Не реже одного раза в сутки проверяют нулевую точку, для поверки открывают уравнительный вентиль.
Если результат измерения вызывает сомнения, проводят контрольную поверку на рабочем месте.
Снимать показания измеряемого параметра жидкости на следующий день после включения дифманометра, периодически постукивая по соединительным импульсным линиям между диафрагмой и дифманометром для полного удаления пузырьков воздуха.
Если дифманометр предназначен для измерения параметров газа при отрицательных температурах окружающей среды (до -300 С) рабочие камеры его необходимо тщательно продуть сухим сжатым воздухом.
Дифманометры должны содержаться в чистоте.
Эксплуатация блока питания БПС-90П
Текущее обслуживание блока заключается в ежедневной проверке правильности его работы по регистрирующему прибору РМТ.
Ежемесячно необходимо проверять надежность затяжки контактных винтов при отключенном от прибора напряжения питания.
Во время капитального ремонта технологической установки следует проводить лабораторную проверку выходных параметров блока с составлением протокола.
Эксплуатация преобразователя Метран-100
Все приборы для измерения давления и разряжения обеспечивают показания в течение длительного времени, если выполняются нормальные условия.
Преобразователь состоит из измерительного блока и электронного блока. Преобразователи различных параметров имеют унифицированное электронное устройство и отличаются лишь конструкцией измерительного блока. Перед включением преобразователей нужно убедиться в соответствии их установки и монтажа.
Подключение питания к плюю через 30 минут после включения электропитания проверьте и при необходимости установите в соответствие значения выходного сигнала преобразователя. Соответствующее нижнему значению измеряемого параметра. Установку производят с помощью элементов настройки "нуля" с точностью не хуже 0,2Дх, бех учета погрешности контролируемых средств. Контроль значения выходного сигнала может производиться так же с помощью милливольтметра постоянного тока, подключаемого к клеммам 3-4 электронного преобразователя. При выборе милливольтметра необходимо учитывать, что падение напряжения на нем не должно превышать 0,1В. Установка выходного сигнала у Метрана-100 должно производиться после подачи и сброса избыточного давления, составляющего 8-10% верхнего предела измерений.
Преобразователь Метран-100 выдерживает воздействие односторонней перегрузки рабочим избыточным давлением в равной мере, как со стороны плюсовой, так и минусовой камер. В отдельных случаях односторонняя перегрузка рабочим избыточным давлением нормальных характеристик преобразователя. Для подключения этого необходимо строго соблюдать определенную последовательность операций при включении преобразователя в работу, при продувке рабочих камер и сливе конденсата.
Эксплуатация ТСП-1088
Каждую смену проводят визуальный осмотр термопреобразователей сопротивлений типа ТСП-1088. При этом проверяют, чтобы крышки на головках были плотно закрыты и под крышками были прокладки. Асбестовый шнур для уплотнения выводов проводов должны быть плотно поджаты штуцером. В местах возможной тяги продукта следует предотвратить его попадание на защитную арматуру и головки термопреобразователя. Проверяют наличие и состояние съемочного слоя тепловой изоляции, уменьшающего отвод тепла от чувствительного элемента по защитному чехлу в окружающую среду. В зимнее время на наружных установках нельзя допускать образование ледяных налетов на защитной арматуре и отходящих проводах, так как они смогут привести к повреждению термопреобразователей сопротивлений. Не реже одного раза в месяц осматривают и чистят электрические контакты в головках термопреобразователей сопротивления.
Обслуживание прибора сводится к следующим периодическим операциям: замены диаграммного диска, протирание стекла и крышки прибора, заливки чернил, промывки чернильницы и пера, смазки подшипников и трущихся деталей механизма. Длительная с частым перемещением контакта по реохорду может привести к засорению контактной поверхности реохорда продуктами износа контактов, осадками, поэтому периодически необходимо чистить реохорд щеткой, смоченной в бензине или спирте.
Замена диаграммного диска производится следующим образом: снять указатель, взять за наружную обойму и, нажимая от себя до упора, повернуть указатель против часовой стрелки до выхода из зацепления. Затем снять диаграммный диск, предварительно вынув пружинную шайбу. Заправка чернильницы производится специальными чернилами. При длительной эксплуатации прибора следует периодически проводить чистку и смазку подвижных частей.
11. Экономический расчет
Расчет средств, требуемых для разработки проекта
При разработке научно-технического проекта одним из важных этапов является его технико-экономическое обоснование. Оно позволяет выделить преимущества и недостатки разработки, внедрения и эксплуатации данного программного продукта в разрезе экономической эффективности, социальной значимости и других аспектов.
Целью выполнения данного раздела является расчет затрат на разработку учебно – методического обеспечения дисциплины «Технические средства систем автоматизации».
Организация и планирование работ
Одной из основных целей планирования работ является определение общей продолжительности их проведения. Наиболее удобным, простым и наглядным способом для этих целей является использование линейного графика. Для его построения определим события и составим таблицу 6.
Перечень событий
Таблица 6
| Событие | Код |
| Постановка задачи | 0 |
| Составление технического задания | 1 |
| Подбор и изучение литературы | 2 |
| Разработка проекта | 3 |
| Формирование информационной базы | 4 |
| Набор методического пособия | 5 |
| Проверка | 6 |
| Анализ результатов | 7 |
| Апробация инструментального средства | 8 |
| Оформление отчетной документации о проделанной работе | 9 |
| Составление пояснительной записки | 10 |
| Сдача готового проекта | 11 |
Для организации процесса разработки инструментального средства использован метод сетевого планирования и управления. Метод позволяет графически представить планвыполнения предстоящих работ, связанных с разработкой системы, его анализ и оптимизацию, что позволяет упрощать решения поставленных задач, координировать ресурсы времени, рабочие силы и последствия отдельных операций.
Составим перечень работ и соответствие работ своим исполнителям, продолжительность выполнения этих работ и сведем их в таблицу 7.
Трудозатраты на проведение НИР
Таблица 7
| Этап | Исполнители | Продолжительность работ, дни |
Загрузка исполнителей, % | Длительность работ, чел - дни |
|||
| tmin | tmax | tож | ТРД | ТКД | |||
| 1 Постановка задачи | Руководитель, Студент |
1 | 2 | 1,4 | 100 20 |
1,4 0,28 |
2 1 |
| 2 Составление технического задания | Руководитель, Студент |
3 | 4 | 3,4 | 20 100 |
0,68 3,4 |
1 5 |
| 3 Подбор и изучение литературы | Студент | 10 | 15 | 12 | 100 | 12 | 17 |
| 4 Разработка проекта | Руководитель, Студент |
25 | 26 | 25,4 | 20 100 |
5,08 25,4 |
7 36 |
| 5 Формирование информационной базы | Руководитель, Студент |
28 | 30 | 28,8 | 10 100 |
2,88 28,8 |
4 42 |
| 6 Набор методического пособия | Студент | 10 | 11 | 1,4 | 100 | 1,4 | 2 |
| 7 Проверка | Руководитель, Студент |
3 | 5 | 3,8 | 20 100 |
0,76 3,8 |
1 5 |
| 8Анализ результатов | Руководитель, Студент |
2 | 3 | 2,4 | 20 100 |
0,48 2,4 |
1 3 |
| 9 Апробация инструментального средства | Студент | 5 | 7 | 5,8 | 100 | 5,8 | 9 |
| 10 Оформление отчетной документации о проделанной работе | Студент | 7 | 10 | 8,2 | 100 | 8,2 | 12 |
| 11 Составление пояснительной записки | Студент | 4 | 5 | 4,4 | 100 | 4,4 | 7 |
| 12 Сдача готового проекта | Студент | 1 | 2 | 1,4 | 100 | 1,4 | 2 |
| ИТОГО | 11 97 |
16 141 |
|||||
Расчет трудоемкости этапов
Для организации научно-исследовательских работ (НИР) применяются различные методы экономического планирования. Работы, проводящиеся в коллективе с большими людскими затратами, рассчитываются методом сетевого планирования.
Настоящая работа имеет малый штат исполнителей (научный руководитель и инженер-программист) и проводится с малыми затратами, поэтому целесообразно применить систему линейного планирования с построением линейного графика.
Для расчета продолжительности выполнения работ будем использовать вероятный метод.
В настоящее время для определения ожидаемого значения продолжительности работ tож применяют вариант основанный на использовании двух оценок tmax и tmin.
![]()
где tmin – минимальная трудоемкость, чел/дн.;
tmax – максимальная трудоемкость, чел/дн..
Сроки tmin и tmax устанавливает руководитель.
Для выполнения перечисленных работ потребуются следующие специалисты -
а) инженер программист (ИП);
б) научный руководитель (НР).
На основе таблицы 7 построим диаграмму занятости рисунок 2 и линейный график выполнения работ исполнителями рисунок 2.
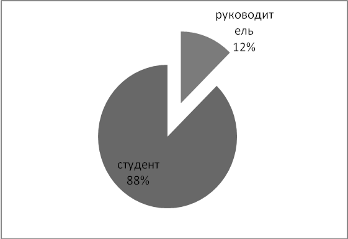
Рис. 2 - Процент занятости
Для построения линейного графика необходимо перевести длительность работ в календарные дни. Расчет ведется по формуле:
![]()
где ТК - коэффициент календарности.
![]() (1)
(1)
где ТКАЛ - календарные дни, ТКД=365;
ТВД - выходные дни, ТВД=104;
ТПД - праздничные дни, ТПД=10.
В выполнении работы действуют научный руководитель и инженер.
Подставляя численные значения в формулу (1) находим ![]() .
.
Расчет нарастания технической готовности работ
Величина нарастания технической готовности работы показывает, на сколько процентов выполнена работа
где tн - нарастающая продолжительность выполнения работ с момента начала разработки темы, дни;
tо- общая продолжительность, которая вычисляется по формуле.
Для определения удельного веса каждого этапа воспользуемся формулой
где tОЖi - ожидаемая продолжительность i-го этапа, календарные дни;
tО - общая продолжительность, календарные дни.
| Этапы | ТКД, дни | УВi, % | Гi, % | Март | Апрель | Май | Июнь | ||||||||
| 1 Постановка задачи | 3 | 0,89 | 1,91 | ||||||||||||
| 2 Составление технического задания | 6 | 2,16 | 5,73 | ||||||||||||
| 3 Подбор и изучение литературы | 17 | 7,64 | 16,56 | ||||||||||||
| 4 Разработка проекта | 43 | 16,17 | 43,94 | ||||||||||||
| 5 Формирование информационной базы | 46 | 18,34 | 73,24 | ||||||||||||
| 6 Набор методического пособия | 2 | 0,89 | 74,52 | ||||||||||||
| 7 Проверка | 6 | 2,42 | 78,34 | ||||||||||||
| 8Анализ результатов | 4 | 1,52 | 80,86 | ||||||||||||
| 9 Апробация инструментального средства | 9 | 3,69 | 86,96 | ||||||||||||
| 10 Оформление отчетной документации о проделанной работе | 12 | 5,22 | 94,26 | ||||||||||||
| 11 Составление пояснительной записки | 7 | 2,80 | 98,72 | ||||||||||||
| 12 Сдача готового проекта | 2 | 0,89 | 100 | ||||||||||||
![]()
![]()
![]()
![]() Научный руководитель Студент
Научный руководитель Студент
Рис. 3 - График занятости студента и преподвателя
![]()
Расчет затрат на разработку и внедрение
Планирование и учет себестоимости проекта осуществляется по калькуляционным статьям и экономическим элементам. Классификация по статьям калькуляции позволяет определить себестоимость отдельной работы.
Исходными данными для расчета затрат является план работ и перечень требуемой аппаратуры, оборудования и материалов.
Затраты на проект рассчитываются по следующим статьям расходов:
1. Заработная плата.
2. Начисления на зарплату (в пенсионный фонд, социальное страхование, медицинское страхование).
3. Расходы на материалы и комплектующие изделия.
4. Амортизационные расходы.
5. Затраты на электроэнергию.
6. Прочие расходы.
7. Общая себестоимость.
Расчет заработной платы
В этой статье расходов планируется и учитывается основная заработная плата инженерно-технических работников, непосредственно участвующих в разработке, доплаты по районным коэффициентам и премиям.
Сосн =,![]()
где n - количество участников в i-ой работе;
Ti - затраты труда, необходимые для выполнения i-го вида работ, (дни);
Сзпi - среднедневная заработная плата работника, выполняющего i-ый вид работ, (руб/дней).
Среднедневная заработная плата определяется по формуле:
СЗПi=![]()
где D - месячный должностной оклад работника, определяется как D=З*Ктар;
З - минимальная заработная плата;
Ктар - коэффициент по тарифной сетке;
Мр — количество месяцев работы без отпуска в течение года (при отпуске 24 днях
Мр=11.2, при отпуске 56 дней Мр=10.4;
K - коэффициент, учитывающий коэффициент по премиям Кпр=40%, районный коэффициент Крк=30% (K = Кпр + Крк = 1 + 0,4 + 0,3= 1,7);
F0 - действительный годовой фонд рабочего времени работника, (дни).
Минимальная заработная плата на время разработки составила 1200 рублей.
Тогда среднемесячная заработная плата руководителя, имеющего по тарифной сетке тринадцатый разряд, составляет
D1= 1200 * 3,36 =4032,0 рублей
Среднемесячная заработная плата инженера одиннадцатого разряда, состовляет
D2= 1200 * 2,68=3216,0 рублей.
Результаты расчета действительного годового фонда занесены в таблицу 8.
Таблица 8 - Действительный годовой фонд рабочего времени работников
| Показатели рабочего времени, дни | ИП | НР |
| Календарное число дней в году | 365 | 365 |
Количество нерабочих дней Выходные Праздники |
46 10 |
104 10 |
| Планируемые потери отпуска | 56 | 24 |
| Действительный годовой фонд | 247 | 229 |
С учетом того, что F01 = 247 и F02=229 дня, среднедневные зарплаты будут составлять-
а) научный руководитель - Сзп1= (4032,0* 1,7 * 11,2) / 229 = 335,24 рублей;
б) инженер-программист - Сзп2= (3216,0* 1,7 * 10,4) / 247 = 230,20 рублей.
Учитывая то, что научный руководитель был занят при разработке 11 дня, а инженер-программист 97 дней, найдем основную заработную плату и сведем в таблицу 9.
Таблица 9 - Основная заработная плата работников
| Участники разработки | Сзпi , руб | ti , дни | Cоснз/п, руб |
| НР | 411 | 11 | 3687,64 |
| ИП | 250,20 | 97 | 22329,4 |
| Итого | 27309,04 | ||
Соснз/п= 11 * 335,24 + 97 * 230,2 = 27309,04 руб.
Расчет отчислений от заработной платы
Здесь рассчитывается отчисления во вне бюджетные социальные фонды.
Отчисления от заработной платы определяются по следующей формуле:
Ссоцф =Ксоцф * Сосн
где Ксоцф- коэффициент, учитывающий размер отчислений из зар. платы.
Коэффициент включает в себя затраты по этой статье складывающиеся из отчислений на социальные нужды (26% от суммы общей зарплаты).
Сумма отчислений составит 6764,43 рублей.
Расчет затрат на материалы и комплектующие
Отражает стоимость материалов с учетом транспортно-заготовительных расходов (1% от стоимости материалов), используемых при разработке программного инструментального средства. Сведем затраты на материалы и комплектующие в таблицу 10
Таблица 10 - Расходные материалы
| Наименование материалов | Цена ед., руб | Количество | Сумма, руб |
| Диск CD/RW | 45,0 | 2 шт | 90,0 |
| Печатная бумага | 175,0 | 2 пач | 350,0 |
| Картридж для принтера | 450,0 | 1 шт | 450,0 |
| Канцелярские товары | 200,0 | 200,0 | |
| Программный продукт | 500 | 1 шт | 500,0 |
| Итого | 1590,0 | ||
Согласно таблице 10 расход на материалы составляет:
Смат =90,0+350,0+450,0+200,0+500,0=1590,0 руб.
Расчет амортизационных расходов
В статье амортизационные отчисления от используемого оборудования рассчитывается амортизация за время выполнения работы для оборудования, которое имеется в наличии.
Амортизационные отчисления рассчитываются на время использования ПЭВМ по формуле:
СА
= ![]() ,
,
где На - годовая норма амортизации, На = 25% = 0,25;
Цоб - цена оборудования, Цоб = 45000 руб.;
FД - действительный годовой фонд рабочего времени, FД=1976 часа;
tрм - время работы ВТ при создании программного продукта, tрм = 157 дня или 1256 часов;
n – число задействованных ПЭВМ, n=1.
СА = (0,25 * 45 000 * 1256) / 1976 =7150,80 рублей.
Таблица 11 - Специальное оборудование
| Наименование | Количество | Цоб, руб | На, % | FД, час | СА, руб |
| Компьютер | 1 шт. | 30000 | 25 | 1976 | 4767,20 |
| Принтер | 1 шт. | 15000 | 25 | 1976 | 2383,60 |
| Итого: | 7150,80 |
Затраты на электроэнергию
Количество необходимой электроэнергии определяется по следующей формуле:
Э = Р * Цэн * Fисп, (2)
где Р – потребляемая мощность, кВт;
Цэн – тарифная цена на промышленную электроэнергию, руб./кВт∙час;
Fисп – планируемое время использования оборудования, час.
Э =0,35 * 1,89 * 1976=1307,12руб.
Стоимостные оценки потребностей в материально-технических ресурсах определяются с учетом оптовых цен и тарифов на энергоносители путем их прямого пересчета.
Тарифы на энергоносители в каждом из регионов России устанавливаются и пересматриваются решениями органов исполнительной власти в порядке, установленном для естественных монополий.
Расчет прочих расходов
В статье «прочие расходы» отражены расходы на разработку инструментального средства, к ним можно отнести почтовые, телеграфные расходы, рекламу, т.е. все те расходы, которые не учтены в предыдущих статьях.
Прочие расходы составляют 5-20% от единовременных затрат на выполнение программного продукта и проводятся по формуле:
Спр = (Сз/п + Смат + Ссоцф + Са + Сэ) * 0,05,
Спр = (26017,04+1590,0+6764,43+7150,80+1307.12)*0,05= 42829,39 руб.
Себестоимость проекта
Себестоимость проекта определяется суммой статей 1-5 таблица 12.
Таблица 12 - Смета затрат
| № пп | Наименование статьи | Затраты, руб | Примечание |
| 1 | Заработная плата | 26017,04 | Таблица 6.5 |
| 2 | Начисления на зарплату | 6764,43 | 26% от ст.1 |
| 3 | Расходы на материалы | 1590,0 | Таблица 6.6 |
| 4 | Амортизационные расходы | 7150,80 | Таблица 6.7 |
| 5 | Затраты на электроэнергию | 1307,12 | Формула (2) |
| 6 | Прочие расходы | 2102,57 | 5% сумма ст.1-5 |
| 7 | Итого | 44931,96 |
Оценка эффективности проекта
Важнейшим результатом проведения НИР является его научно-технический уровень, который характеризует, в какой мере выполнены работы и обеспечивается ли научно-технический прогресс в данной области.
Оценка научно-технического уровня
На основе оценок новизны результатов, их ценности, масштабам реализации определяется показатель научно-технического уровня по формуле
 ,
,
где Кi - весовой коэффициент i - го признака научно-технического эффекта;
ni - количественная оценка i - го признака научно-технического уровня работы.
Таблица 13 - Признаки научно-технического эффекта
| Признак научно-технического эффекта НИР | Примерные значения весового коэффициента Кi |
| Уровень новизны | 0,6 |
| Теоретический уровень | 0,4 |
| Возможные реализации | 0,2 |
Количественная оценка уровня новизны НИР определяется на основе значения баллов по таблице 14.
Таблица 14 - Количественная оценка уровня новизны НИР
Уровень новизны Разработки |
Характеристика уровня новизны | Баллы |
Принципиально новая |
Результаты исследований открывают новое направление в данной области науки и техники | 8 - 10 |
| Новая | По-новому или впервые объяснены известные факты, закономерности | 5 - 7 |
| Относительно новая | Результаты исследований систематизируют и обобщают имеющиеся сведения, определяют пути дальнейших исследований | 2 - 4 |
| Продолжение таблицы 14 | ||
Уровень новизны Разработки |
Характеристика уровня новизны | Баллы |
Уровень новизны Разработки |
Характеристика уровня новизны | Баллы |
| Традиционная | Работа выполнена по традиционной методике, результаты которой носят информационный характер | 1 |
| Не обладающая новизной | Получен результат, который ранее был известен | 0 |
Теоретический уровень полученных результатов НИР определяется на основе значения баллов, приведенных в таблице 15.
Таблица 15 - Количественная оценка теоретического уровня НИР
| Теоретический уровень полученных результатов | Баллы |
| Установление закона; разработка новой теории | 10 |
| Глубокая разработка проблемы: многоаспектный анализ связей, взаимозависимости между фактами с наличием объяснения | 8 |
| Разработка способа (алгоритм, программа мероприятий, устройство, вещество и т.п.) | 6 |
| Элементарный анализ связей между фактами с наличием гипотезы, симплексного прогноза, классификации, объясняющей версии или практических рекомендаций частного характера | 2 |
| Описание отдельных элементарных фактов (вещей, свойств и отношений); изложение опыта, наблюдений, результатов измерений | 0,5 |
Возможность реализации научных результатов определяется на основе значения баллов по таблице 16.
Таблица 16 - Возможность реализации научных результатов
| Время реализации | Баллы |
| В течении первых лет | 10 |
| От 5 до 10 лет | 4 |
| Более 10 лет | 2 |
| Масштабы реализации | Баллы |
| Одно или несколько предприятий | 2 |
| Отрасль (министерство) | 4 |
| Народное хозяйство | 10 |
Примечание: баллы по времени и масштабам складываются.
Результаты оценок признаков отображены в таблице 17.
Таблица 17 - Количественная оценка признаков НИР
| Признак научно-технического эффекта НИР | Характеристика признака НИР |
Кi | Пi |
| 1 Уровень новизны | систематизируют и обобщают сведения, определяют пути дальнейших исследований | 0,6 |
1 |
| 2 Теоретический уровень | Разработка способа (алгоритм, программа мероприятий, устройство, вещество и т.п.) | 0,4 |
6 |
| 3 Возможность реализации | Время реализации в течение первых лет | 0,2 | 10 |
| Масштабы реализации - предприятие | 2 |
Используя исходные данные по основным признакам научно-технической эффективности НИР, определяем показатель научно-технического уровня:
Нт= 0,6·1+0,4·6+0,2·(10+2)=5,4
Таблица 18 - Оценка уровня научно-технического эффекта
| Уровень научно-технического Эффекта | Показатель научно-технического эффекта |
| Низкий | 1 - 4 |
| Средний | 5 - 7 |
| Сравнительно высокий | 8 - 10 |
| Высокий | 11 - 14 |
В соответствии с таблицей 18, уровень научно-технического эффекта настоящей работы - средний.
Рассчитана смета затрат на разработку данной системы и смета затрат на ее годовую эксплуатацию. Затраты на создание системы составляют 44931,96 рублей.
Расчет средств, требуемых для внедрения
Капитальные вложения в модернизацию – это в первую очередь, стоимость электрооборудования и стоимость монтажных работ.
Смета – это документ, определяющий окончательную и предельную стоимость реализации проекта. Смета служит исходным документом капитального вложения, в котором определяются затраты, необходимые для выполнения полного объема необходимых работ.
Исходными материалами для определения сметной стоимости усовершенствования объекта служат данные проекта по составу оборудования, объему строительных и монтажных работ; прейскуранты цен на оборудование и строительные материалы; нормы и расценки на строительные и монтажные работы; тарифы на перевозку грузов; нормы накладных расходов и другие нормативные документы.
Расчет произведен на основе договорных цен. Исходные данные и стоимости сведены в таблицы.
После утверждения технического проекта разрабатывается рабочий проект, то есть рабочие чертежи, на основании которых определяется окончательная стоимость.
Затраты на оборудование
Таблица 4
| № п/п | Наименование прибора | Кол-во | Стоимость 1 шт |
Итого |
| 1 | Метран-100 | 23 | 15000 р. | 345000 р. |
| 2 | БПС-90П/К | 23 | 14000 р. | 322000 р. |
| 3 | РС-29 | 10 | 5000 р. | 50000 р. |
| 4 | У29.3М | 10 | 6000 р. | 60000 р. |
| 5 | Siemens SIPART | 10 | 10000 р. | 100000 р. |
| 6 | РМТ-69 | 5 | 50000 р. | 500000 р. |
| 7 | Другое(кабеля, разъемы, шлейфы, транспортные расходы) | 50000 р. | 50000 р. | |
| итого | 81 | 1427000 р. |
Фонд оплаты труда
Определим количество лиц, требуемых для работ, и сведем эту информацию в таблицу:
Работники, задействуемые в модернизации и их зарплата.
Таблица 5
| Должность | Зарплата за месяц | Кол-во месяцев | Зарплата работника за все время работы |
| Гл.инженер | 30000 | 1 | 30000 |
| Главный метролог | 30000 | 2 | 60000 |
| Зам.гл.метролога | 25000 | 2 | 50000 |
| Начальник участка | 15000 | 4 | 60000 |
| Слесарь КИПиА | 10000 | 1 | 10000 |
| Слесарь КИПиА | 10000 | 1 | 10000 |
| Слесарь КИПиА | 10000 | 1 | 10000 |
| Слесарь КИПиА | 10000 | 1 | 10000 |
| Электрик | 10000 | 1 | 10000 |
| Слесарь | 10000 | 1 | 10000 |
| Оператор (аппаратчик) | 10000 | 1 | 10000 |
| Премия 30% | 81000 | ||
| итого | 351000 |
Стоимость монтажных работ и заработная плата людям, которые проводили все расчеты, т.е. инженерно-техническим работникам составила 351000 рублей.
На примере одного прибора – Метран-100 показано количество трудозатрат. В расчет принимаем, что на том месте, где он должен стоять, находится другой датчик, который необходимо модернизировать.
В этот расчет не вошло время, которое нужно на доставку сварочного оборудования, подготовку к работе и т.д.
Количество трудозатрат для Метрана-100
Таблица 6
| № п/п | Наименование действия | Кол-во минут |
| 1 | Демонтаж проводов, отсоединение импульсов, откручивание прибора | 30 |
| 2 | Протяжка кабеля, в том числе через клемную коробку | 120 |
| 3 | Переваривание крепежей, подгонка размеров | 60 |
| 4 | Монтаж проводов, присоединение импульсов, прикручивание прибора | 30 |
| 5 | Нанесение обозначений | 30 |
| Итого | 270 минут или 4,5 часа |
В следующей таблице показаны трудозатраты на некоторые виды работ.
Трудозатраты на некоторые приборы
Таблица 7
| Наименование работы | Перечень требуемых действий | кол-во человек для одной операции | Количество человеко-часов |
| Монтаж ДКС | разборка, замена, сборка, затяжка | 2 | 2 |
| Монтаж Метрана-100 | Демонтаж предыдущего прибора, подгонка соединительных импульсов, присоединение переходников, | 2 | 4,5 |
| Монтаж БПС90 | Подготовка места расположения, подсоединение проводов, настройка | 1 | 3 |
| Монтаж волнового уровнемера | Демонтаж старого уровнемера, монтаж нового места расположения с помощью сварочного оборудования, присоединение нового прибора, присоединение проводов, настройка. | 2 | 5 |
| Монтаж позиционера Siemens | Демонтаж старого позиционера, присоединение нового, настройка | 1 | 5 |
Видно, что очень большое время уходит на монтаж импортных приборов. Это происходит из-за того, что приборы новые и опыта работы с ними нет. На самом деле на монтаж уйдет значительно больше времени ввиду непредвиденных обстоятельств, нехватки опыта, других обстоятельств.
Процесс проектирования занимает намного больше времени, чем монтаж, ввиду того, что необходимо продумать каждую мелочь, ведь котельная установка – очень важное звено в работе производства мономеров. Именно поэтому проектирование занимает большую часть времени. Все работы разделены на части и сведены в таблице.
План выполнения работ
Таблица 8
| Перечень выполняемых работ | Исполнители | Кол-во человек | Количество дней |
| Ознакомление с техническим заданием, разработка плана действий, распределение работы | Инженер, главный метролог, зам.гл.метролога | 3 | 14 дней |
| Разработка схемы, технико-экономический расчет схемы, заказ материалов и деталей | Инженер, главный метролог, зам.гл.метролога, нач.участка | 4 | 14 дней |
| Подготовка места работы, организационные работы | Зам.гл.метролога, нач.участка, слесарь КИПиА | 5 | 14 дней |
| После остановки котла в кап.ремонт начинаются основные работы | |||
| Демонтаж старого оборудования | Слесарь КИПиА, электромонтер | 5 | 7 дней |
| Установка оборудования (параллельно на всех участках) | Слесарь КИПиА, электромонтер | 5 | 20 дней |
| Проверка работы оборудования, срабатывание уставок. | Слесарь КИПиА, электромонтер | 5 | 2 дня |
| Сдача готовой схемы, обкатка с имитацией рабочих ситуаций | Гл.инженер, нач.участка, аппаратчик, слесарь КИПиА, | 11 | 1 день |
| Пуск котельной установки | аппаратчик, слесарь КИПиА, электрик | 7 | 1 день |
| Устранение мелких недочетов | Слесарь КИПиА, электромонтер | 5 | 1 день |
Итого затраты на переоборудование котельной установки: фонд заработной платы 351000 р + затраты на покупку оборудования 1427000 рублей = 1778000 рублей.
Экономический эффект от внедрения
Внедрение АСУ ТП подобного рода, как показывает мировая практика, приводит к экономии сжигаемого топлива на 1-7%.
1. При расходе природного газа 500 м3/час на одном работающем котле эта экономия может составить 5-35 м3/час или 43800-306600 м3/год. При цене 2500 рублей за 1000 м3 экономический эффект будет от 40 646 рублей в год. Но так как газ постоянно дорожает, эта сумма увеличится.
2. Так же экономия происходит на сокращении затрат на транспортную железнодорожную доставку. Если в среднем брать экономию 150000 м3 /год, а вместительность цистерны 20000 м3 ,то экономится перевоз почти 8 цистерн. Стоимость солярки для тепловоза, амортизация, зарплата машинистам и др. составляет около 1000 рублей на 100 километров за 1 цистерну. Газодобывающая станция находится на расстоянии 200 км, следовательно затраты составят около 20000 рублей. Но с учетом стоимости топлива эти затраты через год могут существенно увеличиться.
Т.е. чистая окупаемость произойдет за 20 лет. С учетом удорожания топлива и повышением зарплат этот срок может снизиться до 5 лет.
Но при остановке завода или даже разрушении от отказавшего старого оборудования убытки могут составить миллионы рублей.
12. Безопасность и экологичность работы
Анализ вредных и опасных факторов
Производство мономеров, в состав которого входит установка ректификации ароматических углеводородов, связано с применением и переработкой больших количеств легковоспламеняющихся веществ в сжиженном и газообразном состоянии. Эти продукты могут образовывать с воздухом взрывоопасные смеси. Особую опасность представляют низкие места, колодцы, приямки, где возможно скапливание взрывоопасных смесей углеводородов с воздухом, так как пары углеводородов в основном тяжелее воздуха.
Наиболее опасными являются такие места, которые считаются труднодоступными для контроля путем внешнего осмотра, где может быть повышенная загазованность, и которые по характеру работы аппаратчик посещает не часто
Особо опасными факторами при эксплуатации данного узла являются:
- высокое давление и температура при эксплуатации оборудования установки получения пара высокого давления;
- образование взрывоопасных концентраций природного газа (метана) при розжиге и эксплуатации котла;
- возможность получения химических ожогов и отравлений при приготовлении раствора гидразин-гидрата и аммиачной воды.
Наиболее опасные места.
1. Система разводки топливного газа.
2. Паропроводы высокого и среднего давления.
3. Узлы редуцирования пара.
4. Отделение приготовления реагентов.
5. Колодцы, люки, низкие места, приямки, где возможно скопление взрывоопасных смесей углеводородов с воздухом.
Технологический процесс выработки перегретого пара высокого давления связан с наличием взрывоопасного топливного газа, продуктов горения топливного газа, а также высокого давления и высоких температур пара и воды. Кроме того для обработки воды применяются такие токсичные вещества, как гидразин-гидрат, аммиак, тринатрий фосфат.
Основными условиями безопасного ведения процесса получения пара и выработки электроэнергии являются:
- соблюдение норм технологического режима;
- соблюдение требований инструкции по рабочему месту, правил ОТиПБ при работе, пуске и остановке отдельных единиц оборудования и всей котельной;
- проведение своевременных и качественных ремонтов оборудования;
- проведение, согласно графикам, контрольных проверок контрольно-измерительных приборов и автоматики, систем сигнализации и блокировок, предохранительных устройств.
Во время работы вспомогательной котельной оборудование и коммуникации находятся под давлением горючих газов, воды и водяного пара. Поэтому при нарушении нормального технологического режима, а также при нарушениях плотностей в соединениях аппаратов и узлов могут иметь место:
- прорыв газа с последующим загоранием и взрывом;
- образование местных взрывоопасных концентраций природного газа;
- отравления в результате наличия газов, содержащих компоненты (СН4 , NO2 , СО2 , СО);
- отравление реагентами коррекционной обработки питательной и котловой воды, при несоблюдении правил обращения с ними и пренебрежением средствами индивидуальной защиты;
- термические ожоги при прорывах трубопроводов дымовых газов, водяного пара и конденсата;
- поражение электрическим током при неисправностях электрооборудования и электрических сетей, а также в результате несоблюдения правил электробезопасности;
- механические травмы при нарушениях в обслуживании машин, механизмов и другого оборудования;
- загорание смазочных и уплотнительных масел и обтирочных материалов при несоблюдении правил хранения их и нарушении противопожарных норм;
- неудовлетворительная продувка трубопроводов и аппаратов, что может вызвать образование взрывоопасных концентраций и при определенных условиях взрыв;
- опасности, связанные с эксплуатацией оборудования, работающего под высоким давлением, выполнением работ в приямках, колодцах, сосудах и при обращении с вредными веществами (аммиак, гидразин-гидрат).
Производственная санитария
Микроклимат. Для нормальной и высокопроизводительной работы в производственных помещениях необходимо, чтобы метеорологические условия (температура, влажность и скорость движения воздуха), т.е. микроклимат, находились в определенных соотношениях.
Требуемое состояние воздуха рабочей зоны обеспечено выполнением определенных мероприятий, в том числе:
- механизацией и автоматизацией производственных процессов и дистанционным управлением ими;
- применением технологических процессов и оборудования, исключающих образование вредных веществ или попадание их в рабочую зону;
- надежной герметизацией оборудования, в котором находятся вредные вещества;
- защитой от источников тепловых излучений;
- устройством вентиляции и отопления;
- применением средств индивидуальной защиты.
Температура воздуха в лабораториях колеблется от 20 до 25 градусов.
Освещение: освещение в помещениях соответствуют нормам. Все объекты, с которыми приходится часто работать хорошо освещены. В главном зале находится достаточное количество оконных проемов, которое необходимо днем. У работников, которым приходится иметь дело с работой в темных местах (электрики, слесаря КИП) имеются специальные фонари – шахтерки, которые обеспечивают достаточное освещение любой детали.
Шум и вибрации. Основными мерами борьбы с шумом являются:
- устранение или ослабление причин шума в самом его источнике;
- изоляция источника шума от окружающей среды средствами звукоизоляции и звукопоглощения;
Защита от действия ультразвука выполнена следующими способами:
- использование в оборудовании более высоких рабочих частот, для которых допустимые уровни звукового давления выше;
- использование источников ультразвукового излучения в звукоизолирующем исполнении типа кожухов. Такие кожухи изготовлены из листовой стали или дюралюминия (толщиной 1 мм) с оклейкой резиной или рубероидом, а также из гетинакса (толщиной 5 мм). Применение кожухов дает снижение уровня ультразвука на 60…80 дБ;
- экранирование;
В основном цехе уровень шума достигает 100 дБ. При работе, рабочие используют беруши или просто затыкают уши пальцами-.
Техника безопасности
Рабочий, допущенный к эксплуатации котельной, должен быть обучен специальной программе и сдать экзамен квалификационной комиссии. Перед допуском к работе каждый поступающий в цех должен быть ознакомлен с начальником цеха или его заместителем по техники безопасности, с общими правилами ведения работ, после чего мастер проводит инструктаж поступающего, на рабочем месте.
При этом рабочий должен быть ознакомлен с особенностями работы на данном рабочем месте, с оборудованием и инструментом. После инструктажа на рабочем месте рабочий допускается к стажировке и обучению на рабочем месте под руководством опытного рабочего, о чем издается приказ по цеху. К самостоятельной работе рабочий должен быть допущен только после окончания срока стажировки, установленного для данного рабочего места и после проверки знаний комиссией назначенной распоряжением по цеху. Рабочий обязан твердо знать опасные моменты своего рабочего места и методы устранения их.
Лица, принимаемые на работу по обслуживанию тепломеханического оборудования, должны пройти предварительный медицинский осмотр и в дальнейшем проходить его периодически в сроки, установленные для персонала энергопредприятия.
Лица, обслуживающие оборудование цехов электростанций и тепловых сетей должны знать и выполнять правила техники безопасности, применительно к занимаемой должности. персонал, использующий в своей работе электрозащитные средства, обязан знать и выполнять правила применения и испытания средств защиты, используемые в электроустановках. Весь персонал должен быть обеспечен по действующим нормам спецодеждой, спецобувью и другими средствами защиты в соответствии с характеристикой выполняемых работ и обязан пользоваться ими во время работы. Весь производственный персонал должен быть практически обучен приемам освобождения человека попавшего под напряжение, от действия электрического тока и оказания ему доврачебной помощи, а также приемам оказания доврачебной помощи пострадавшим при других несчастных случаях. Каждый работник должен четко знать и выполнять требования правил пожарной безопасности и противоаварийного режима на объекте, не допускать действий, которые могут привести к пожару или загоранию.
Запрещается курение на территории установки, за исключением установленных мест для курения, оборудованных специальным противопожарным инвентарем
При эксплуатации котлов должны быть обеспечены надежность безопасность работы всего основного и вспомогательного оборудования; возможность достижения номинальной производительности котлов, параметров и качества воды, экономичный режим работы. Запрещаются работы на технологическом оборудовании, если трубопровод, к которому подключены импульсные линии, остается под давлением. Отсутствие давления в отключенной импульсной линии должно проверяться соединением ее с атмосферой. Запрещаются работы на действующем электрооборудовании без применения электрозащитных средств. При работе без применения средств электрозащиты электрооборудование должно быть отключено.
Безопасность в чрезвычайных ситуациях.
Наиболее вероятная ЧС в помещении котельной пожар, ввиду больших температур, применением газа и большим количеством электрического оборудования.
Ответственным лицом за пожарную безопасность котельной является мастер, который обязан следить за выполнением требований пожарной безопасности. Все производственные участки обеспечены противопожарным инвентарем и первичными средствами пожаротушения.
Для предотвращения случаев ЧС в помещении котельной запрещается:
1. хранить легковоспламеняющиеся и горючие вещества;
2. загромождать проходы между котлами, тамбурами и подступы к противопожарному инвентарю;
3. производить растопку котлов без вентиляции топок и газоходов, а также применять для розжига жидкое горючее;
4. производить проверку герметичности газопроводов открытым огнем;
5. пользоваться неисправными приборами и электросетью;
6. применять средства пожаротушения в других целях.
При пожаре обслуживающий персонал обязан:
1. Немедленно вызвать пожарную охрану по телефону.
2. приступить к тушению пожара имеющимися средствами пожаротушения, не прекращая наблюдения за котлами.
Мероприятия по охране окружающей среды
Охрана окружающей среды – глобальная проблема. Мероприятия по охране окружающей среды направлены на сохранение, восстановление природных богатств, рациональное использование природных ресурсов и предупреждение вредного влияния результатов хозяйственной деятельности общества на природу и здоровье человека. Сущность охраны окружающей среды состоит в установлении постоянной динамической гармонии между развивающимся обществом и природой, служащей ему одновременно и сферой и источником жизни. Ежедневно выбрасываются миллионы тонн различных газообразных отходов, водоемы загрязняются миллиардами кубометров сточных вод. При решении задачи снижения загрязнения окружающей среды главным является создание и внедрение принципиально новых, безотходных технологических процессов.
В котельной образующиеся при сгорании продукты передают часть тепла рабочему телу, а другая его часть вместе с продуктами сгорания (CO2, CO, O2, NO) выбрасывается в атмосферу. В атмосфере газообразные продукты сгорания в результате вторичных химических реакций с участием кислорода и паров воды образуют кислоты, а также различные соли. Загрязняющие атмосферу вещества вместе с осадками выпадают на поверхность почвы и водоемов, вызывая их химическое загрязнение. Для уменьшения выброса вредных веществ и загрязнения окружающей среды, устанавливают в котельных герметизированное технологическое оборудование, газо- и пылеулавливающие установки, высокие трубы.
Автоматизация котельной обеспечивает экономное использование топлива, а также полноту его сжигания. В проекте контролируется содержание O2 в дымовых газах и регулируется расход воздуха с коррекцией по содержанию кислорода в дымовых газах, что позволяет обеспечить полноту сжигания топлива.
Заключение
В данной дипломной работе были рассмотрены вопросы автоматизации котельной установки производства мономеров.
Так как все оборудование морально и физически устарело актуальность данного вопроса очень высока.
В ходе этой работы были рассмотрены приборы импортного и отечественного производства. Выявлено, что некоторые отечественные приборы занимают достойное место на рынке приборов автоматики и электроники. Так как стоимость отечественных приборов намного ниже импортных аналогов, а надежность, функциональность и другие параметры такие же, то предпочтение было отдано именно им. Исключением являются лишь позиционеры фирмы Siemens и позиционеры Rosemount.
Каждая модернизация должна быть экономически обоснованной, поэтому был проведен экономический расчет стоимости всей модернизации. Общая стоимость составила 1778000 рублей. Для производства мономеров, да и для всего предприятия в целом это большие деньги, но ущерб от внезапного отказа оборудования может быть намного выше.
В конце дипломной работы в части «Требования по охране труда» были выведены основные мероприятия и требования, которые должны выполняться для безопасного выполнения работ.
Conclusion
The possibility of automation of boiler plant for monometer producing was reviewed in this qualified paper.
Since all the equipment morally and physically became out of date the importance of this issue is very high.
In the course of this paper the import and domestic producing devices were reviewed. During this reviewing it was clear up that some domestic devices take the worth place in the market of automation and electronics devices. As the price of domestic devices much lower than import counterpart and reliability, functionality and other parameters are the same, so the preference was given to them. The exclusions were the positioners of Siemens and the gages of Rosemount.
Every enhancement should be economically proved, that is why economical calculation of the price of all enhancements was carried. The total cost is 1778000 rubles. For producing monometers and for the whole enterprise it’s big money, but the loss from the unexpected breakdown of equipment can be much higher.
At the end of the qualified paper in the part «Protection of labour request» the main actions and requirements were introduced, which should be followed for the safe work.
Литература
1. Адабашьян А.И. Монтаж контрольно-измерительных приборов и аппаратуры автоматического регулирования. М.: Стройиздат. 1969. 358 с.
2. Герасимов С.Г. Автоматическое регулирование котельных установок. М.: Госэнергоиздат, 1950, 424 с.
3. Голубятников В.А., Шувалов В.В. Автоматизация производственных процессов и АСУП в химической промышленности. М.Химия, 1978. 376 с.
4. Ицкович А.М. Котельные установки. М.: Нашиц, 1958, 226 с.
5. Казьмин П.М. Монтаж, наладка и эксплуатация автоматических устройств химических производств. М.: Химия, 1979, 296 с.
6. Ктоев А.С. Проектирование систем автоматизации технологических процессов. Справочное пособие. М.: Энергоиздат, 1990, 464 с.
7. Купалов М.В. Технические измерения и приборы для химических производств. М.: Машиностроение, 1966.
8. Лохматов В.М. Автоматизация промышленных котельных. Л.: Энергия, 1970, 208 с.
9. Монтаж средств измерений и автоматизации. Под ред. Ктоева А.С. М.: Энергоиздат, 1988, 488 с.
10. Мурин Т.А. Теплотехнические измерения. М.: Энергия, 1979. 423 с.
11. Мухин В.С., Саков И.А. Приборы контроля и средства автоматизации тепловых процессов. М.: Высшая школа. 1988, 266 с.
12. Павлов И.Ф., Романков П.П., Носков А.А. Примеры и задачи по курсу процессов иаппаратов химических технологий. М.: Химия, 1976.
13. Приборы и средства автоматизации. Каталог. М.: Информприбор, 1995, 140 с.
14. приборы и средства автоматизации. Номенклатурный перечень. М.: Информприбор, 1995, 100 с.
15. Путилов А.В., Коплеев А.А., Петрухин Н.В. Охрана окружающей среды. М.: Химия, 1991, 224 с.
16. Раппопорт Б.М., Седанов Л.А., Ярхо Г.С., Рудинцев Г.И. Устройства автоматического регулирования и защиты котельных горных предприятий. М.: недра, 1974, 205 с.
17. Столлкер Е.Б. Справочник эксплуатации газовых котельных. Л.:Недра, 1976. 528 с.
18. Фейерштейн В.С. Справочник по автоматизации котельных. М.: Энергия, 1972, 360 с.
19. Фаников В.С. , Витальев В.П. Автоматизация тепловых пунктов. Справочное пособие. М.: Энергоиздат, 1989. 256 с.
20. Шевцов Е.К. Справочник по поверке и наладке приборов. Л.: Техника, 1981, 205 с.
21. Шипетин А.И. Техника проектирования систем автоматизации технологических процессов. М.: Машиностроение, 1976, 496 с.
22. Шувалов В.В., Осаджанов Л.А., Голубятников В.А. Автоматизация производственных процессов в химической промышленности. М.: Химия, 1991, 480 с.
23. Электрические кабели, провода и шнуры. Под ред. Белорусова М.И. М.: Энергоиздат, 1988, 536 с.