
СОДЕРЖАНИЕ
Введение
1 Основная часть
1.1 Технологический процесс получения сернистого ангидрида при производстве серной кислоты
1.1.1 Таблица режимных и рецептурных параметров
1.1.2 Характеристики основного оборудования
2 Описание функциональной схемы автоматизации
3 Синтез и анализ автоматической системы регулирования температуры
3.1 Обзор и выбор методов измерения температуры сернистого ангидрида
3.2 Получение и математического описания объекта
4 Расчёт надёжности
5 Обоснование выбора средств автоматизации
Заключение
Список используемой литературы
ВВЕДЕНИЕ
Автоматизация – одна из ведущих отраслей науки и техники, развивается особенно динамично, она проникает во все сферы человеческой деятельности. Автоматизация качественно изменяет характер труда рабочих. В цехах с автоматизированным производством главной фигурой становится специалист новой формации – оператор, программист, рабочие других, ранее не существовавших профессий.
В течении ряда десятилетий под автоматикой подразумевалось прежде всего выполнение без участия человека, некоторых действий, однозначно связывающих причину и следствие.
Сущность современного этапа развития автоматизации можно было бы кратко охарактеризовать как переход от автоматизации« действий» к автоматизации « принятия решений», то есть переход от так называемой цикловой ( обеспечивающей выполнение повторяющихся действий) автоматики и автоматической стабилизации технологического режима к использованию средств, обеспечивающих оптимизацию процессов, к осуществлению органической связи основного производственного оборудования с автоматикой.
В каждом производственном процессе, наряду с «вещественными потоками», существуют совершенно другие потоки, которые называют «информационными». Они представляют собой некоторую первичную информацию о ходе производственного процесса и кодами для контроля и управления. Эта информация передаст и на соответствующие пункты управления ( операторская, диспетчерская), где подвергаются обработке и используются при принятиях решений при управлении процессом.
Автоматическое регулирование технологических процессов на различных предприятиях позволяет получить высокую производительность при наименьших производственных затратах и высоком качестве продуктов. Однако системы автоматического регулирования оказывается недостаточно эффективными, если они спроектированы только на основании общих положений теорем автоматического регулирования. Для наиболее эффективной работы таких систем их необходимо проектировать с учетом особенностей технологических процессов, для которых они предназначены.
Довольно часто системы, автоматически разработанные непосредственно на предприятиях, работают вполне удовлетворительно. Это указывает, с одной стороны - на то, что успешное проектирование систем автоматики иногда выполняется без применения очень сложного материального аппарата. Такое положение объясняется наличием простых правил установки и наладки автоматических регуляторов.
В настоящее время рядом учёных в различных лабораториях и университетах создано более прогрессивные принципы проектирования систем автоматического регулирования. Однако предлагаемые ими методы обычно не реализуются полностью, если в разработке систем не участвуют люди, которые должны их эксплуатировать. Проблемы, связанные с автоматическим регулированием технологических процессов, как правило, возникают на заводе, поэтому должны решатся на самом заводе. До тех пор, пока проектировщики систем автоматического регулирования и эксплуатационники не будут связаны между собой, их общие проблемы останутся не решенными. Не смотря на то, что решения задач автоматического регулирования возможно математическим методом, эти же задачи приближенно могут быть решены путем довольно не сложных приемов. Таким образом, управление высокого порядка быстродействующие вычислительные машины целесообразно применять лишь там, где более простыми методами решить задачи не удается.
Блестяще разработанные общие положения о системах автоматического регулирования, а так же математическое описание процесса регулирование сами по себе никакой ценности не представляли. Системы автоматического регулирования должны учитывать свойства технологического процесса с целью обеспечения оптимального протекания процесса.
Из глубоко знания технологического процесса, система регулирования не может быть спроектирована квалифицировано. Для автоматического регулирования необходимо максимально знать требования, предъявляемые различным химико-технологическим процессом.
1.Основная часть
1.1 Технологический процесс получение серного ангидрида при получении серной кислоты.
Производство серной кислоты контактным способом состоит из следующих действий:
1. Разгрузка, складирование и подготовка сырья к обжигу, обжиг серы.
2. Утилизация тепла обжига.
3. Мокрая очистка обжиговых газов.
4. Сушка газов.
5. Окисление сернистого ангидрида на ванадиевом катализаторе.
6. Абсорбция серного ангидрида.
7. Складирование и транспорт кислоты.
8. очистка отходящих газов серно- кислого производства.
9. Разложение солей сулит- бисульфита аммония последующей нейтрализацией сульфида аммония.
Сырьем для производства серной кислоты контактным способом является комовая сера, поступающая на предприятия железнодорожных полувагонов.
Полувагоны с комовой серой подаются тепловозам на повышенный путь. Выгруженная сера убирается штабеля склада грейферным краном (поз. 12). Освобожденные от серы полувагоны подаются маневровым устройством (поз. 13) на участок промывки вагонов.
Из склада под навесом сера погружается грейферным краном (поз. 12) в бункер (поз. 1б) с решеткой 100 – 100 мм далее ленточным конвейером (поз. 2б, 8а, 21), подается в приемные бункера (поз. 23), печного отделения. Над конвейером (поз.2б) установлена электромагнитная шайба для удаления
металлических предметов.
Описанная схема подачи серы печное отделение является основной. В аварийной ситуации, при длительном ремонте грейферного крана подача серы в печное отделение осуществляется по старой схеме. Из штабеля склада комовая сера грейферным экскаватором грузится в авто машины и перевозится к бункеру (поз. 1а), загружается в него с решеткой 100 – 100мм и далее по транспортерной линии, состоящей из системы ленточных и винтовых конвейеров (поз. 2а, 3а, 8а, 21) подается в приемные бункера (поз.23).
Внутренняя поверхность бункеров (поз 1а, 1б, 23) обложена дюралюминием для исключения искрообразования. С целью гарантированного смачивания серы при транспортировке и пересыпке на трубопроводах воды (поз. 3а) установлены струйные реле потока типа РС2 – ЦНИ11. Подача воды на орошение серы в бункерах производится автоматически от реле протока.
Для устранения пыления серы производится ее увлажнение. Схема увлажнения состоит из цилиндрической ёмкости V = 2м3 (поз.113) в машинном зале отделения обжига, водяного насоса (поз. 114) и системами трубопроводов с отводами по которым вода проходит замкнутый цикл: от ёмкости машинного зала поднимается до отметки +15м, проходит вдоль питателей (поз. 24), около бункера (поз. 24/20) поднимается до отметки +19м, проходит по галерее вдоль ленточного транспортёра (поз. 2а), поднимается на эстакаду возле бункера (поз.1а) и возвращается в емкость.
Летом при загрузке серы в бункера (поз.1а,1б) производится постоянное увлажнение мелкодисперсной водой; в осеннее – зимний период, когда производится естественное увлажнение серы – периодически, при содержании влаги в сере менее 1%.
В ёмкость (поз. 113) поступает вода после охлаждения подшипников нагнетателей Э – 400 – 12 (поз.102). В случае недостаточного количества
отработанной воды используется техническая вода, которая подаётся дополнительным насосом (поз.114а) В ёмкости предусмотрено автоматическое регулирование воды. Излишки воды отводятся в водооборотный цикл. В аварийных ситуациях излишки воды в промывно - ливневую канализацию.
Днищем бункера (поз.23) является ленточный питатель (поз.24), который подаёт серу в печь (поз.101). Движение газов в печи происходит под действием разрежения, создаваемого нагнетателем Э – 1700 – 2 (поз.402), расположенного в кислотном отделении. Под газораспределительную решётку печи воздуходувкой Э – 400 – 12 (поз.102) подаётся атмосферный воздух. Регулирование подачи серы в печь производится изменением скорости движения ленты питателя с помощью двигателя постоянного тока с переменным числом оборотов.
Распределение продукта по печам осуществляется с помощью задвижек, установленных непосредственно передвижной печью.
Количество подаваемого продукта регулируется путем поддержания разряжения перед дымососом ДН- 17 НЖ .
Один дымосос подает газ в общий коллектор для печей 1, 2, 3; второй- в коллектор для печей № 4, 5; третий в коллектор для печей № 6- 10.
Для разогрева печи установлены 2 форсунки (поз. 103), работающие на дизельном топливе, которое подается по трубопроводам насосом из емкости склада ГСМ. Распыление дизельного топлива в форсунках происходит сжатым воздухом давление 200-300 кПа с воздушного коллектора.
Печь разогревается дизельным топливом до 100С. При достижении этой температуры начинается загрузка серы в печь. После возгорания серы форсунки гасятся и дальнейший прогрев поступающей серы происходит теплом, выделяемого горящей серы. Процесс горения серы протекает по реакции:
S+ O2 = SO2 + Q кал.
В печи незначительная часть сернистого ангидрида окисляется в серный по реакции:
2SO2 + O2 = 2SO3
Содержание серного ангидрида в обжиговом газе составляет 0.1- 0.4 % объемных газ выходящий из печи с температурой 750- 1050С, поступает на охлаждение в котлы утилизаторы типа ВТКУ-13/40 и ГТКУ -10/40 (поз. 104) соответственно с естественной циркуляцией, где охлаждается до 300 – 450С. Котлы – утилизаторы питаются химически отчищенной водой. Химически отчищенная вода поступает в печное отделение из котельного цеха с температурой 20 – 30С. Далее поступает в деаэратор (поз. 106), в котором происходит выделение из нее кислорода и углекислого газа. Из деаэратора (поз. 106) насоса (поз. 105) питательная вода подается в барабаны котлов- утилизаторов (поз. 104). Барабан имеет сепарирующее устройство для непрерывной продувки котла. Нормальный уровень воды в барабане находится по оси барабана непрерывная и периодическая продувки котлов служат для поддержания нормального водно- химического режима котлов.
Котловая вода непрерывна продувки котлов поступает в сепаратор, в котором происходит отделение пара от воды за счет расширения котловой воды. Пар поступает в деаэраторы, вода сливается в барбатеры. Котловая вода периодической продувки поступает в барбатер, где охлаждается технической водой и сливается в канализацию. Вырабатываемый котлами- утилизаторами пар с температурой 249С под давлением 3.9 МПа подается на
Таблица 1
Нормы технологического режима
| Что контролирует | Частота и способ контроля | Нормы и технологические показатели | кто контролирует | |
| 1 | 2 | 3 | 4 | 5 |
| Расход серы | Непрерывно по счётчику | 28 – 32 т/ч | Транспортировщик | |
| Массовая доля серы | От каждой партии | н/м 99,2% | Лаборант | |
| Давление воздуха под решётку | Непрерывно по прибору | До 16 кПа (1600 мм водяного столба) | Аппаратчик обжига | |
| Общий расход воздуха на печь | Непрерывно по прибору | 17 – 25 тыс. мз/час. | Аппаратчик обжига | |
| Температура скольжения подшипника нагнетателя Э- 400 | Непрерывно по прибору | Не более 70С | Машинист Г/машин | |
| Температура подшипника качания нагнетателя Э- 400 | Непрерывно по прибору | Не более 80С | Машинист Г/машин | |
| Температура газа на выходе из печи | Непрерывно по прибору | 850 – 1050 С | Аппаратчик обжига | |
| Разряжение газа на выходе из печи | Непрерывно по прибору | 100 – 300 С | Аппаратчик обжига | |
| Содержание SO2 в газе на выходе из печи | Непрерывно по прибору | 11,5 – 12% | Аппаратчик обжига | |
| Содержание SO2 в газе на выходе из печи | Аналитически | 11,5 – 12% | Лаборант | |
| Температура газа на выходе котла - утилизатора | Непрерывно по прибору | 300 – 450 С | Аппаратчик обжига по обслуживанию к-у | |
| Разряжение газа на выходе к-у | Непрерывно по прибору | - 800 – 1300 Па | Аппаратчик обжига по обслуживанию к-у | |
| Расход пара после к-у ГТКУ 13/40 | Непрерывно по прибору | н/б 7,5 т/ч | Аппаратчик обжига по обслуживанию к-у | |
| Расход пара после к-у ГТКУ 13/40 | Непрерывно по прибору | н/м 6,5 т/ч | Аппаратчик обжига по обслуживанию к-у | |
| Давление пара в паропрводе после к-у | Непрерывно по прибору | До 39 МПа | Аппаратчик обжига по обслуживанию к-у | |
| Давление пара в барабане к-у | Непрерывно по прибору | До 39 МПа | Аппаратчик обжига по обслуживанию к-у | |
Температура в паропрводе после к-у |
Непрерывно по прибору |
Не менее 249 С |
Аппаратчик обжига по обслуживанию к-у |
|
| Температура питательной воды | По термометру раз в сутки | 100 – 104 С | Аппаратчик обжига по обслуживанию к-у |
|
| Жёсткость питательной воды | раз в сутки | н/б 15мг экв/л | Лаборант | |
| Углекислота | раз в сутки | н/б 0,02 мг/л | Лаборант | |
| Кислород | раз в сутки | н/б 8,5% при Т=25 С | Лаборант | |
| Прозрачность | раз в сутки | н/б 0,3мг экв/л | Лаборант | |
| РН, щелочность | раз в сутки | 7 – 8, 0,03 мг | Лаборант | |
| Пар на выходе к – у щелочность | раз в сутки | н/б 0,03мг экв/л | Лаборант | |
| солесодержание | раз в сутки | н/б 0,03мг экв/л | Лаборант |
1.1.2. Характеристики основного оборудования
1. Печь обжига серы, поз. 106
Печь имеет цилиндрическую форму с расширением в верхней части. Общий объем печи 222мз. Конус шахты печи стальной, внутри футерован огнеупорным кирпичом. Днище в четырёх секторах залито огнеупорным бетоном, в двух секторах, примыкающим к загрузчикам серы, находятся целевые сопла, через которые подаётся воздух. В центре свода печи находится газоход, отводящий обжиговый газ в котёл утилизатор. Печь внешней части имеет диаметр 4,75 м, в верхней части (сепарационное пространство) – 6,2м. Производительность печи до 4 т. Серы в час.
2. Котёл – утилизатор ГТКУ – 13/40, ГТКУ – 10/40, поз. 104.
Котёл – утилизатор оснащен естественной циркуляцией, футерован шамотным кирпичом, теплоизолирован минеральной ватой. Котёл состоит из газотрубных секций и барабана. Охлаждение газа происходит в 24 испарительных секциях котла ГТКУ – 13/40 и 15 испарительных секциях котла ГТКУ – 10/40. Газотрубная секция состоит из двух коллекторов (входного и выходного), соединённых по воде вертикальными трубками. Вертикальные трубки двойные (труба в трубе). Через внутреннюю трубу диаметром 102*6 мм проходит обжиговый газ, в межтрубном пространстве - паровая эмульсия. Пройдя газотрубные секции, обжиговый газ - имеет направление снизу, вверх по футерованному газоходу, направляется на мокрую очистку. Барабан котла – горизонтальный цилиндр V=12 мз, оборудован четырьмя водоуказательными колоннами, люком, штуцерами для подвода питательной воды, отвода пара, установки манометра, подключения приборов для замера уровня и давления.
Пар из барабана собирается в коллектор и с температурой 249 С отводится по трубопроводу диаметром 108*4 мм к общему паропроводу диаметром 159*7 мм. Низко расположенные части трубопроводов котла и
барабана имеют штуцера с арматурой, служащей для периодического вывода из циркуляционной системы котла (продувки), котловая вода с большим содержанием солей из барабана котла по трубопроводу непрерывной продувки через регулирующий игольчатый вентиль поступает в сепаратор непрерывной продувки.
3. Сепаратор непрерывной продувки.
Представляет собой цилиндрический сосуд емкостью 1.5М3. В верхней части имеет жалюзийное устройство для удаления пара из капель воды. Рабочее давление 700кПа. Пари из сепаратора используется на собственные нужды.
4. Деаэратор, (поз. 106).
Состоит из деаэраторной колонки производительностью 100т/час и аккумуляторного бака емкостью 500М3. Деаэраторная колонка – вертикальный цилиндр диаметром 1500мм и высотой 2000мм, приварен к аккумуляторному баку. Внутри колонки расположено водораспределительное устройство, в которое подается химически отчищенная вода. Пар поступает через парораспределительное устройство в низу колонки. Поднимаясь вверх, он нагревает поступающую в деаэратор воду, сам при этом конденсируется. Деаэраторная вода собирается в аккумуляторном баке, горизонтальном цилиндрическом сосуде 3250* 8170* 8мм.
5. Сборник конденсата.
Это горизонтальный цилиндрический сосуд емкостью 40М3, теплоизолирован минеральной ватой.
6. Насос перегонки конденсата типа 3к – 9.
Центробежный, консольный, одноступенчатый, с горизонтальным осевым подводом жидкости. Производительность - 45М3/час, напор 31м водяного столба.
7. Емкость для хранения дизельного топлива.
Горизонтальный цилиндрический сосуд диаметром 2700мм, длина – 10875мм, V= 50, 67мз
8.Насос самовсасывающий – предназначен для подачи дизельного топлива на технологические нужды. Производительность 20мз/час, напор 24м водяного столба.
Питательные насосы – двух типов: отечественный ПЭ – 65 – 56 и насос польского производства 80VS8.
Насос ПЭ – 65 – 56 центробежный, секционный, горизонтальный, однокорпусный, 8 – ступенчатый; производительность 65 мз/час, напор 580 м водяного столба.
Насос 80VS8 – лопастной многоступенчатый с последовательно расположенными одноструйными радиальными рабочими колёсами. Марка насоса обозначает: 8 – ступенчатый насос с диаметром штуцера нагнетания 80 мм.
10.Дымосос CHS – 100, поз. 110.
Производительность 100000 мз/час. Напор 200 мводяного столба.
11.Воздуходувки типа Э – 400 12 – 2м, Э – 400 12 – 3, поз. 102. Имеет привод от электродвигателя 250 кВт со скоростью вращения 2940 об./мин., напором 1900мм водяного столба. Корпус изготовлен из чугуна, ротор из высококачественной стали.
12. Бункера серы 1а, 1б, 23 – стальные, внутри обложены дюралюминием, для исключения искрообразования. V=15 мз. Оснащены форсунками для смачивания серы. Бункера 1а, 1б оборудованы решеткой 100*100 мм.
13. Ленточные транспортеры; поз. 2а – длина 18,7м; поз 2б – 10м; поз. 8а – длина 140м; поз. 21 – длина 140 м; поз. 24 – ленточный питатель.
Все транспортёры оснащены лентой 2РШ – 800 – 4. винтовой конвейер поз. 3а – длина 5м. Транспортёры ограждены по всей длине, включая барабаны.
14. Грейферный кран поз. 12. Грузоподъёмность - 16 т, пролет - 28,5 м, емкость грейфера – 3м3.
N1- 70кВт , n = 735 oб/мин.
N2- 10кВт , n = 945 oб/мин.
N3- 35кВт , n = 730 oб/мин.
15. Маневровое устройство (поз. 13) скорость движения 0.14м/сек или 0.5 км/час, N = 7.5кВт, n = 1000
2.Описание функциональной схемы автоматизации.
Для автоматического поддержания и контроля режимов работы печи обжига серы необходимо ее оснастить контрольно измерительной аппаратурой и автоматикой:
- измерительные (первичные) приборы;
- преобразователи в унифицированный электрический сигнал;
- микроконтроллер;
- магнитные реверсивные пускатели;
- исполнительные механизмы.
Система регулирования предусматривает:
- дистанционное управление каждым регулирующим органом;
- автоматическое поддержание заданных технологических параметров;
- ручное изменение заданий.
Система автоматизации процесса получения серного ангидрида предусматривает следующие контура управления:
- поддержание температуры выходящего газа на уровне 1050С;
- поддержание расхода воздуха.
Входным параметром участка обжига серы является количество серы подаваемой ленточным транспортером (поз. 24) в печь (поз. 101). В печи серы сгорает, выделяя газ SO2 , и теплоту Q. Так как температура выходящего газа из печи недолжна превышать 1055С выбирается датчик термопара «ТХА -8». В связи с тем что значение температуры необходимо ввести в
микроконтроллер необходим нормирующий преобразователь «БУТ- 10». На выходе нормирующего преобразователя унифицированный токовый сигнал (от 0 до 5 мА). Выходной сигнал преобразователя непосредственно передается на вход микроконтроллера. Информация о температуре выходящего серного ангидрида микроконтроллером сравнивается с заданием, микроконтроллер изменяет значение токового выхода (от 0 до 5мА) поступающего на вход магнитного усилителя. В свою очередь магнитный усилитель преобразует входной сигнал. В постоянное напряжение, поступающее на якорную цепь двигателя постоянного тока. При изменении входного сигнала (от 0 до 5 мА) изменяются обороты двигателя (от 30 до 500об/мин). Двигатель через редуктор соединен с ленточным транспортером, подающим серу в печь, таким образом температура выходящего газа при постоянном потоке воздуха зависит от количества поступающей серы в печь.
Для оптимального протекания технологического процесса обжига серного ангидрида, необходимо поддержания серы в печи в взвешенном состояния в ходе окисления серы, поэтому необходимо поддерживать постоянную разность давлений на входе и выходе из печи (поз. 101); создаваемый перепад давлений воздуха комовой серы находящейся во взвешенном состоянии при прохождении нагнетаемого воздуходувкой (поз. 102), воздушного потока подается на преобразователь «Сапфир 22 ДД». Его выходной сигнал (электрический унифицированный сигнал (от 0 до 5 мА)) поступает на вход микроконтроллера, текущее значение перепада давления, создаваемого, «кипящем» слоем комовой серы микроконтроллер сравнивает с заданием. Если значение перепада давления неровно заданному, микроконтроллер изменяет значение выходного значения , поступающего на электропневматический преобразователь «ЭП – 3211». В свою очередь изменяется выходное значение давления на выходе электропневматического преобразователя «ЭП – 3211» подаваемого на пневматический
исполнительный механизм «ПСПТ – 1». ОН установлен на воздуховоде по которому в печь поступает атмосферный воздух. Изменение значения давления на входе «ПЕП – Т – 1» приведет изменения положения регулирующего органа (шибера) и как следствие изменяется расход воздуха. В следствии того будет скомпенсировано отклонение перепада давления в печи от задания.
Так же для полной информации об объекте необходимо, ввести в микроконтроллер текущее значение расхода воздуха подаваемого на окисление в печь обжига серы. Для этого на воздуховоде, по которому подается атмосферный воздух, установлен датчик диафрагма: «ДБ 2.5 – 500». Создаваемый перепад давления диафрагмы при прохождении воздушного потока подается на дифманометр «Сапфир – 22ДД». Его выходной электрически унифицированный сигнал поступает в микроконтроллер, где напоминается и передается через стандартный модем на центральную электронно - вычислительную машину, где текущее значение регистрируется и отображается на мониторе.
При работе воздуходувки (поз. 102), происходит нагрев подшипников скольжения. Превышение температуры масла, подаваемого под давлением в подшипники скольжении, выше 80С может привести к выходу из строя привода воздуходувки.
3. Синтез и анализ автоматической системы регулирования температуры.
Процессы химической технологии (при рассмотрении её с точки зрения задач управления) обычно предоставляют в виде динамических систем, поведение которых во времени определения текущими значениями ряда характерных величин – расходов, протекающих через аппараты, веществ их температуры, давления концентрации и т.д. При нормальном протекании процесса эти величины имеют определённые, так называемые количественные значения. В силу ряда внешних причин (изменение состава и расходов и др.) или явлений протекающих в самом аппарате, указанные величины могут отклоняться от номинальных значений. Это приводит к нарушению процесса, снижению количества и качества продукции, интенсивному износу оборудования. Чтобы процесс протекал нормально им необходимо управлять. Управление – целенаправленное воздействие на объект, которое обеспечивает его оптимальное функционирование и количественно оценивается величиной критерия качества. Критерии могут иметь технологическую или экономическую природу.
Различают величины входные и выходные. Под входными величинами понимают: изменение расхода вещества, его состава количества подаваемого тепла, количества подаваемого тепла и т.д. к выходным величинам относятся: температура вещества, концентрация, влажность и д.р. Состояние объекта в каждый момент времени определяется значениями его выходных величин.
Во время работы выходные величины отклоняются от заданных значений под действием возмущений, и получается рассогласование между текущими и заданными значениями выходных величин объекта. Если при наличии возмущений объект самостоятельно обеспечивает нормальное функционирование, то есть самостоятельно устраняет возмущающее рассогласование выходной величины, то он не нуждается в управлении. Если
же объект не обеспечивает выполнение условий нормальной работы, то для нейтрализации влияния возмущений на него оказывается управляющее воздействие (изменение с помощью исполнительного устройства), таким образом, в процессе управления на объект наносятся управляющие воздействия, которые компенсируют возмущения и обеспечивают поддержание нормального режима его работы.
Управление может быть ручным или автоматическим. Ручное или автоматическое воздействия на химико – технологический объект через через исполнительное устройство осуществляет оператор, наблюдающий за ходом процесса или автоматический регулятор. Оператор следит за отклонениями режима работы объекта от требуемого и, в зависимости от этого отклонения воздействует на исполнительное устройство таким образом, чтобы процесс удовлетворял заданным условиям. При автоматическом управлении, воздействие на объект осуществляется специальным автоматическим устройством в замкнутом контуре; такое соединение элементов образует автоматическую систему управления. Частным случаем управления является регулирование. Регулированием называется поддержание выходных величин объекта вблизи требуемых постоянных или переменных значений с целью обеспечения нормального режима его работы посредством подачи на объект управляющих воздействий.
Учитывая достоинства и недостатки рассмотренных систем автоматического регулирования и свойства объекта (большёе запаздывание, входные возмущающие воздействия разнообразны и не значительны по отдельности) выбирается система автоматического регулирования по заданию. Управляющим воздействием будет изменение расхода серы подаваемой на окисление в печь обжига серы. Возмущающими воздействиями для данного объекта является:
- атмосферное давление;
- влажность окружающего возраста;
- влажность серы;
- фракции комовой серы неоднородны;
- нестабильность частоты вращения редуктора ленточного транспортёра.
3.1.Обзор и выбор методов измерения температуры сернистого ангидрида.
В устройствах для измерения температуры обычно используют изменение какого - либо физического свойства тела, однозначно зависящего от его температуры и легко поддающегося измерению. К числу свойств, положенных в основу работы прибора для измерения температуры, относятся объемное расширение тел, изменение давления вещества в замкнутом объеме, возникновение термоэлектродвижущей силы, изменение электрического сопротивления проводников и полупроводников, интенсивность излучения нагретых тел и др.
При измерении температуры используют две шкалы: термодинамическую, основанную на втором законе термодинамики и международную практическую (МПТШ - 68).
В термодинамической шкале температуру обозначают символом Т и выражают в Кельвинах (К). Единицей измерения температуры (t) в международной практической шкале служит градус (С), 1С = 1К.
Количественно температура в термодинамической и международной практической шкалах взято отношением:
Т(К)=t(C)+273,15
Температуру измеряют с помощью термометров. В зависимости от физических свойств, на которых основано действие приборов для измерения
температуры различают: манометрические термометры, термометры расширения, термоэлектрические термометры, термометры сопротивления и пирометры излучения.
Термометры расширения построены на принципе изменения объема жидкости (жидкостных) или линейных размеров твёрдых тел при изменении температуры.
Действие жидкостных термометров основано на различии коэффициентов теплового расширения термометрического вещества (ртуть или спирт) и оболочки, в которой оно находится (термометрическое стекло или кварц). Такие термометры применяются для местных измерений в пределах от – 190 до 600 С. Их основные достоинства – простота и высокая точность измерения, недостатки – невозможность ремонта, отсутствие автоматической записи и передачи показаний на расстояние.
Работа биметаллических термометров основана на различии коэффициентов теплового расширения твёрдых тел, из которых выполнены чувствительные элементы (Пластина или спиральная лента, состоящая из двух слоёв разнородных металлов).Пределы измерения таких термометров от -150 до +700 С. Они используются в качестве измерительных преобразователей автоматических систем регулирования.
Действия манометрических термометров основано на изменении давления жидкости (жидкостные), парожидкостные смеси (конденсационные), или газа (газовые), находящиеся в замкнутом объеме, при изменении температуры. Они состоят из чувствительного элемента (термобаллон), соединительного капилляра и вторичного прибора – манометра. Класс точности манометрических термометров 1,0 – 2,5. Они используются для дистанционного (до 60 м) измерение температур в пределах от – 160 до +600 С. К достоинствам относится простота конструкции, обслуживания, возможность дистанционного измерения и автоматической записи показаний, к недостаткам – невысокая точность
измерений, небольшое расстояние дистанционной передачи показаний.
Термоэлектрические манометры состоят из электрического преобразователя (термопары) действие которого основано на использовании зависимости термоэлектродвижущей силы (ТЭДС) термопары от температуры рабочего спая, если температура свободного спая постоянна, и вторичного прибора. При увеличении разности температур между рабочим и свободным спаями термопары величина ТЭДС возрастает. Наибольшее распространение получили следующие типы термоэлектрических преобразователей.
Таблица термоэлектрических преобразователей и их характеристики
| Тип преобразователя | Пределы измерений | |
| Платинородий – платина | ТПР | 300 – 1600 С |
| Платинородий – платина | ТПП | 0 – 1300 С |
| Хромель – алюм. | ТХА | - 50 - +1100 С |
| Хромель – капелевые | ТХК | -50 - + 600 С |
| Вольфрам – рений – вольфрамрениевые | ТВР | До 1800 С |
| - // - при кратковременном применении | До 2500 С |
Для измерения ТЭДС в качестве вторичных приборов обычно применяют потенциометры или милливольтметры. В комплексе с ними термоэлектрические термометры позволяют измерять и регистрировать температуру с высокой точностью и передавать информацию на расстояние.
Термометры сопротивления состоят из термопреобразователя сопротивления, действие которого основано на использовании зависимости электрического сопротивления проводников или полупроводников от температуры и вторичного прибора. Изготавливаются металлические и полупроводниковые термометры сопротивления (термисторы).
Таблица термометров сопротивления и их характеристики.
| Градуировка | Предел измерений |
| ТСП гр.20 | 0 – 650 |
| ТСП гр.21 и гр.22 | - 220 - + 500 |
| ТСМ гр.23 и гр.24 | - 50 - + 180 |
В качестве вторичных приборов в комплексе с термометрами сопротивления обычно применяют мосты и логометры.
Полупроводниковые термометры сопротивления изготавливаются из окислов различных металлов с добавками и используются для измерения температур в пределах от – 90 до + 180 С. В отличие от металлических термопар в этих в этих термопарах происходит экспотенциальное уменьшение сопротивления при увеличении температуры, благодаря чему они обладают высокой чувствительностью. Однако их градуировка индивидуальна. Их используют в качестве чувствительных элементов различных автоматических устройств.
Действие пирометров излучения основано на измерении интенсивности излучения нагретых тел при изменении температуры. К ним относятся: оптические пирометры (предел измерений от 700 до 6000 С); пирометры полного излучения (от 100 до 2500 С); пирометры спектрального излучения (цветовые) – от 1400 до 2800 С.
При измерении пирометрами частичного или полного излучения необходимо вводить поправку по неполному излучению тела, температура которого измеряется (погрешность 0,5 – 2,5%).
В химических производствах наибольшее распространение получили термометры расширения, термоэлектрические термометры и термометры сопротивления, они обладают большей точностью и меньшим временем запаздывания.
Для измерения температуры газо – воздушной смеси на выходе из печи обжига серы наиболее оптимальным вариантом измерения является термоэлектрический преобразователь (термопара «ТХА 8». Выбор обусловлен значением измеряемого диапазона (600 – 1055 С), т.к. для термоэлектрических преобразователей верхний предел диапазона измерений значительно выше (600 – 2500 С).
3.2.Получение математического описания объекта.
Математический объект можно описать несколькими методами – аналитический, экспериментальный, и аналитически – экспериментальный.
Аналитический метод – заключается в составлении математического описания объекта, при котором находят управление статики и динамики на основе теоретического синтеза физических и химических процессов, протекающих объектах, и с учётом конструкции аппаратуры и характеристики перерабатываемых веществ. При выводе этих уравнений используются фундаментальные законы сохранения вещества и энергии, закономерность процессов химических превращений, переноса теплоты и массы. Аналитический метод позволяет прогнозировать работу объектов в статическом и динамическом режимах, однако возникают трудности с решением и анализом составляемых уравнений и требует специальных численных значений коэффициентов этих уравнений. Точность математического описания объектов (реакций) в большей степени зависит от сведений упрощающих допущению.
Экспериментальный метод – состоит в определении характеристик реального объекта путём постановки специального эксперимента. Метод достаточно прост, позволяет достаточно просто определить свойства конкретного объекта. Вместе с тем он требует оснащение изучаемого объекта экспериментальной аппаратурой и проведения специальных исследований. Этот метод не позволяет распространить на другие однотипные объекты результаты исследования, полученные экспериментальным методом.
Экспериментально – аналитический метод – является комбинацией аналитического и экспериментального способов определения свойств объектов, этот метод учитывает их преимущество и недостатки.
В инженерской практике свойства промышленных объектов найденные аналитическим методом используется редко. Объясняется это большими теоретическими расчетами, а так же а так же неопределенным выбором базисных параметров и возмущающих воздействий технологических процессов. Наиболее предпочтительным в этом вопросе является экспериментальный метод определения свойств объекта. С этой целью технологический объект оснащают аппаратурой для нанесения ступенчатого входного возмущения и определения его ответной реакции во времени.
Синтез кривой разгона и ее аппроксимация.
Методика снятия кривой разгона предусматривает: клонирование и подготовку эксперимента, проведения его с целью определения временных характеристик.
Снятия временных характеристик проводят на реальном объекте, оснащенном аппаратурой в соответствии со схемой приведенной на рисунке.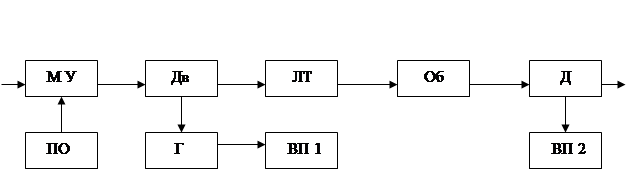
Структурная схема систем разгона кривой объекта.
1 – ПО – пульт оператора.
2 – МУ – магнитный усилитель.
3 – Дв – двигатель.
4 – Г – генератор.
5 – ВП 1 – вторичный прибор тахометр электрический.
6 – ЛТ – ленточный транспортир.
7 – ОБ – исследуемый объект – печь обжига серы «КС - 200».
8 – Д – датчик – термопара.
9 – ВП – вторичный прибор «КСП - 3»
Х – расход серы, подаваемой ленточным транспортёром в печь обжига серы.
У – значение температуры сернистого ангидрида на выходе из печи.
При подготовке к эксперименту было учтено быстродействие элементов исполнительной арматуры.
Вначале обжига разогревают дизельным топливом до температуры 800 С. Затем загружают серу ленточным транспортёром (поз. 24). Дальнейший нагрев печи производится за счет выделения тепла горячей серы, а форсунки для распыления дизтоплива гасятся. Для снятия разгонной кривой объекта необходимо привести объект в равновесное состояние, когда температура достигнет значения в пределах 950 – 970 С, тахометр, установленный на
двигателе постоянного тока, показывает 300 об/мин. Затем нужно вывести систему из равновесия, то есть нанести ей управляющее воздействие. Для этого на пульте оператора изменяется задание для магнитного усилителя (с 300 об/мин до 350 об/мин). Одновременно с этой операцией засекаем время и начинаем фиксировать значение температуры газо - воздушной среды через равные промежутки времени, пока температура не установится (970 – 1055 С). Полученные результаты измерений заносятся в таблицу.
Таблица режимных значений температуры газа – воздушной среды на выходе из печи обжига серы
| t С | 120 | 180 | 240 | 300 | 360 | 420 | 480 | 540 | 600 | 660 | 720 | 780 |
| Н моб (t) | 0 | 0,007 | 0,036 | 0,079 | 0,132 | 0,194 | 0,252 | 0,31 | 0,374 | 0,415 | 0,476 | 0,523 |
| t С | 840 | 900 | 960 | 1020 | 1080 | 1140 | 1200 | 1260 | 1320 | 1380 | 1440 | 1500 |
| Н моб (t) | 0 ,569 | 0,61 | 0,646 | 0,671 | 0,712 | 0,74 | 0,812 | 0,789 | 0,855 | 0,829 | 0,847 | 0,852 |
| t С | 1560 | 1620 | 1680 | 1740 | 1800 | 1860 | 1920 | 1980 | 2040 | 2100 | 2160 | 2220 |
| Н моб (t) | 0,875 | 0,889 | 0,902 | 0,911 | 0,922 | 0,929 | 0,936 | 0,943 | 0,949 | 0,954 | 0,959 | 0,963 |
| t С | 2280 | 2340 | 2400 | 2460 | 2520 | 2580 | 2640 | 2700 | 2760 | 2820 | 2880 | 2940 |
| Н моб (t) | 0,966 | 0,97 | 0,973 | 0,976 | 0,978 | 0,981 | 0,983 | 0.985 | 0,986 | 0,987 | 0,987 | 0,988 |
По этим отнормированным значениям строим график кривой разгона объекта
Чтобы получить мат описание объекта, кривую разгона аппроксимируют. Целью аппроксимации являются получения численных значения коэффициентов передаточной функции, и ее вид, описывающий исследуемый объект.
Известны различные методы аппроксимации, однако по методу Симою можно получить наиболее просто и точно мат модель объекта. Для аппроксимации кривой разгона воспользуемся программным приложением
SIMUP.exe по методу Симою для этого необходимо:
1.Отнормировать разгонную кривую объекта.
2.Определить запаздывание объекта.
3.Перенести начало системы отсчета координат.
4.Ввести отнормированные координаты точек кривой рагона объекта.
После выполнения выше указанных операций программа выдает оптимальный вариант кривой разгона по виду передаточных функций видно, что исследуемый объект является устойчивым инерционным объектом второго порядка с запаздыванием.
Определить числовые значения всех коэффициентов передаточной функции, проверим насколько точно описывается передаточная функция динамические свойства объекта для этого передаточную функцию умножим на единичный скачек, а затем разложим передаточную функцию на простейшие дроби и найдем оригинал, как сумму простейших оригиналов от простейших дробей.
H моб (t) = [-] exp (-1,52 * 10 t) * cos(7,94 * 10 t) -961 exp (-1,52 *10 t) * sin(7,94 * 10 t)
Подставляя в формулу время от 0 до 2940 с шагом 60 сек получаем таблицу зависимости Н моб(t) от времени.
| t С | 120 | 180 | 240 | 300 | 360 | 420 | 480 | 540 | 600 | 660 | 720 | 780 |
| Н моб (t) | 0 | 0,0101 | 0,0422 | 0,0861 | 0,1387 | 0,1938 | 0,2516 | 0,3093 | 0,3655 | 0,4193 | 0,4702 | 0,5178 |
| t С | 840 | 900 | 960 | 1020 | 1080 | 1140 | 1200 | 1260 | 1320 | 1380 | 1440 | 1500 |
| Н моб (t) | 0 ,5261 | 0,603 | 0,6406 | 0,6751 | 0,7065 | 0,7351 | 0,7611 | 0,7847 | 0,806 | 0,8253 | 0,8428 | 0,8585 |
| t С | 1560 | 1620 | 1680 | 1740 | 1800 | 1860 | 1920 | 1980 | 2040 | 2100 | 2160 | 2220 |
| Н моб (t) | 0,8727 | 0,8855 | 0,897 | 0,9074 | 0,9168 | 0,9252 | 0,9327 | 0,9396 | 0,9457 | 0,9512 | 0,9561 | 0,9606 |
| t С | 2280 | 2340 | 2400 | 2460 | 2520 | 2580 | 2640 | 2700 | 2760 | 2820 | 2880 | 2940 |
| Н моб (t) | 0,9646 | 0,9682 | 0,9714 | 0,9743 | 0,9769 | 0,9793 | 0,9814 | 0.9833 | 0,985 | 0,9865 | 0,9879 | 0,9891 |
Получив значение точек реакции модели, и зная значение точек переходного процесса реального объекта точность аппроксимации объекта.
Н моб (t1) и Н ов (t1) – значение переходной характеристики соответственно исходной (экспериментальной) по аппроксимирующей переходной функции в момент времени t1.Получим =4.5%.
Точность аппроксимации можно считать удовлетворительной, т.к. для расчетов необходимо <5%.
Выбираем по монограмме ПИ регулятор
Определив числовые значения всех коэффициентов передаточной функции объекта и регулятора, строим замкнутую систему управления. Взяв несколько значений времени и коэффициентов передачи, построим семейство кривых, из которых выбираем более подходящий. Регулятор с ПИ регулированием удовлетворяет поставленным параметром согласно регламенту производства, выбираем менее сложный регулятор с ПИ законами регулирования.
На основании полученных графиков можно сделать вывод что произведенные расчеты верны, система устойчива.
Время регулирования температуры составляет мене 2,500 с.
Перерегулирование 0,0%.
С параметрами регулятора
Кр = 0,28
Гиз – 330
4.Расчет надежности
Актуальность проблемы надёжности современной сверхсложной техники и продолжает возвращать во времени, требуя тщательных подходов к ее решению. При создании таких больших систем, как АСУ, АИС и АСОД на основе локальных вычислительных систем (ЛВС), требуется оценка надежности всех разнородных компонентов функции, техники, программ, персонала. Специфика этих компонентов велика, но тем не менее конкретные методы расчета их под надежностью основываются на общих концепциях и принципах.
Функции вероятности безотказной работы объекта.
P(t) = e
Где х – параметр распределения характеризующий интенсивность возникновения случайного события.
Необходимо определить наработку на отказ регулятора для оперативного времени t = 5лет. Интенсивности отказов его блоков Х=10 4
Вероятность безотказной работы объекта Р(5)=0,995.
5.Обоснование выбора средств автоматизации.
В настоящее время при построении систем автоматического регулирования приоритет отдаётся системам, позволяющим строить САР от «малого» к «большему». Т.е. при реализации каждой конкретной САР, даже если это регулирование локальное, должна учитываться возможность объединение этой системы в систему более высокого уровня – построения на базе АСУ ТП.
Для реализации этого принципа наиболее приемлемые средства вычислительной техники – микроконтроллеры специализированные АВМ и т.д.
Таким образом в данной курсовой работе необходимо реализовать синтезированную систему на современной аппаратуре.
Рассмотрим стандартный контроллер «Ремиконт – 300». «Ремиконт – 300» - компактный многоканальный многофункциональный микроконтроллер, комплекс технических средств, обеспечивающий решения задач автоматического регулирования и логического управления.
«Ремиконт – 300» эффективно решает простые и сложные задачи управления. Благодаря своей многоканальности он позволяет экономично управлять небольшим агрегатом и обеспечивает высокую эффективность и надежность при построении крупных систем управления.
«Ремиконт – 300» имеет две модели регулирующую и логическую. Регулирующая модель предназначена для решения задач автоматичского регулирования, логическая – для реализации