Практическая работа
по курсу «Технологическая оснастка»
Вариант №7
Практическая работа № 1
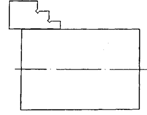
Задание: начертить схему базирования
и схему установки для заданной детали при фрезеровании паза в размер b и h.



 Решение:
Решение:
Схема базирования

Схема установки детали
Практическая работа № 2
фрезерование пневматический токарный втулка
Задание: рассчитать погрешность
базирования для нижеприведенной схемы установки детали. Обработка отверстия d в
детали, установленной отверстием d1(Ø20+0.021)  на штырь диаметром d2 (Ø20
на штырь диаметром d2 (Ø20 )
)

 и параллельную оси отверстия плоскость.
и параллельную оси отверстия плоскость.



Решение:
На операции необходимо выполнить
размеры а и b, определение положения обрабатываемого отверстия d. Точность
обработки отверстия определяется инструментом.
Погрешность базирования размера равна
максимальному зазору посадки на штыри, т.е.:
εбаз=δ1 +δ2+2∆,
δ1=0,021 - допуск на диаметр
установочного отверстия;
δ2=0,021 - допуск на диаметр
штыря;
2∆=0,020 - минимальный
гарантированный диаметральный зазор посадки.
εба=0,021+0,021+0,020=0,062мм
Погрешность базирования размера b
равна: εбв= εба = 0,062мм.
Практическая работа № 3
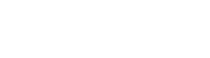
Задание: определить необходимую силу
зажима для заданных на схеме условий закрепления. М=200кгс∙мм, D1 =150мм,
d =100 мм, d1 =60мм, f1= f2=0,16
Решение:

Практическая работа №
4
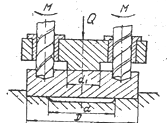
Задание: для заданной на схеме
конструкции с пневмоприводом определить диаметр пневмоцилиндра, который
обеспечит необходимую силу зажима Q заготовки в приспособлении

Q =400 кгс L = 150 мм,
α=20ْ
l=15мм, К=10мм, d=8мм.
Решение:




Практическая работа №
5
Задание: определить
потребную силу тяги и основные размеры пневматического двигателя для
закрепления детали при токарной обработке в самоцентрирующем патроне.
Коэффициент трения между кулачками патрона и заготовкой f = 0,25. Коэффициент
трения в трущихся парах патрона fi = 0,15. Коэффициент запаса закрепления К =
2,5.
Тип патрона и его
параметры: с рычажным приводом, l=70 мм; l1=90 мм; a/в=1/3,5; D=120
мм;D1=100 мм; Pz =200 кгс; Px=75 кгс
Тип пневмодвигателя -
пневмоцилиндр.
Решение:
Сила зажима детали одним
кулачком патрона:

n=3 - число кулачков
патрона.
Определение потребной
силы тяги и размеров пневматического двигателя при токарной обработке в
самоцентрирующем патроне.

Определяем потребную силу
на штоке механизированного привода патрона

Диаметр цилиндра
двухстороннего действия (при давлении в штоковой полости) определяем из
формулы:

Принимаем по ГОСТ
21821-76 Dц=230 мм, dшт=34,5мм
Длина хода штока lштока=S*b/a=3*3,5=17,5
мм.
Практическая работа №
6
Задание: разработать
конструкцию и произвести расчет патрона с гидропластмассовым зажимом для
чистовой обработки наружного диаметра втулки на токарном станке. Материал
тонкостенной втулки сталь ЗОХГС (σТ=85 кгс/мм2;
Е=2,1∙104 кгс/мм2).

Исходные данные: D=120
мм; d=100 мм; 1=100 мм; Мрез=600 кгс∙см.
Решение:
Учитывая высокою точность
допуска на радиальное биение детали, выбираем установку детали с базированием
по внутреннему диаметру в само центрирующем патроне с гидропластмассой ,
обеспечивающем точность центрирования в пределах 0,005-0,01 мм.
Расчет патрона сводится к
расчету размеров установочной втулки, диаметра и хода плунжера, усилия на
плунжер, диаметра поршня пневмоцилидра привода,
1. диаметр наружной
поверхности втулки D принимаем по внутреннему диаметру детали по посадке 17 (ǿ120f7( )
)
2. Длину 1 тонкостенной
части втулки принимаем равной длине базового размера отверстия детали, 1=100
мм.
3. Толщина стенки
оболочки (l>D/2; D>50мм)

=0,025∙120=3 мм.

Ширина посадочного пояска
 Принимаем Т=12мм
Принимаем Т=12мм
4. Максимальный
диаметральный зазор между установочной поверхностью втулки и базовой
поверхностью зажимной детали, т.е. величина деформации. При которой оболочка
соприкасается с деталью
Smax=Dизд.max-D
вт.min=120,054-119,893=0,161 мм
Допустимая упругая
деформация втулки

0,3469 мм,
где К=1,4-коэфициент запаса
прочности.
5. Определяем давление гидропластмассы
Рr соответствующее первичному контакту оболочки с деталью
; 
Давление гидропластмассы
Рr, зависящее от величины момента резания
 где
где  -приведенная сила
-приведенная сила
К=1,5-2,5- коэффициент
запаса закрепления, принимаем К=3.
f =0,1-0,16- коэффициент
трения на поверхности сопряжения, принимаем f =0,1; ψ=0,69
Тогда 
Суммарное давление гидропластмассы,
необходимое для прочного удержания заготовки на втулке

6. Диаметр плунжера 
Сила Рч на
плунжере или штоке пневматического привода

Диаметр поршня

Принимаем по ГОСТ2181-76
D=125мм
7. Определяем ход поршня
и плунжера



7. Определяем длину lК
поверхности контакта обрабатываемой детали с втулкой, когда деталь закреплена

Коэффициент запаса
контакта
Условие надежного
крепления (0,5<а=0,78<0,8) и центрирования соблюдено.
Другие работы по теме:
Анализ прибора
1. Постановка задания и исходные данные. 2. Расчетная часть. 2.1. Анализ производительности вариантов прибора. 2.2. Прогноз рыночной потребности и объемов производства прибора.
Технология производства полипропилена
Технология производства полипропилена В упрощенном виде технологическая схема производства полипропилена выглядит следующим образом: Исходным сырьем для производства полипропилена является пропилен (газ). Пропилен выделяют путем крекинга (переработки) нефти. Выделенная пропиленовая фракция, содержащая около 80% пропилена, подвергается дополнительной переработке, в результате чего получают пропилен 98-99%-ной концентрации.
Производство серной кислоты нитрозным способом
Технологическая схема производства серной кислоты контактным путём хорошо известна из школьных учебников. В нашей стране используется и другой, так называемый нитрозный, способ её получения.
Основные операции паросилового цикла Ренкина
Установки паросилового термодинамического цикла. Технологическая схема паросиловой установки для производства электроэнергии. Процессы испарения жидкости при высоком давлении, расширения пара и его конденсации, увеличения давления до начального значения.
Техническое обслуживание и ремонт автомобиля
«ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ АВТОМОБИЛЯ» Введение Задачи предмета «Техническое обслуживание и ремонт автомобиля», связь с другими предметами, его роль в подготовке специалистов по эксплуатации автотранспорта.
Машинное гравирование
Государственный комитет по высшему образованию РФ Новгородский Государственный Университет имени Я. Мудрого Кафедра ХиПОМ Отчет по практической работе № 2
Основы конструирования и проектирования приспособлений
Проектирование приспособления для контроля неперпендикулярности пазов рычага к оси отверстия. Разновидности установок и габаритов. Универсально-безналадочные приспособления: достоинства и недостатки. Последовательность разработки приспособления.
Проектирование станочной и контрольной оснастки
Компоновка приспособления для сверления радиального отверстия диаметром 6 мм в детали типа тел вращения. Обоснование конструкции приспособления. Расчёт основных параметров силового узла, режима обработки поверхности и потребного усилия закрепления.
Перспективное производство изделий термоформованием
Широкое распространение процессов термоформования для изготовления одноразовой тары и упаковки в виде лотков и контейнеров объясняется простотой изготовления, компактностью, относительной дешевизной используемого оборудования и технологической оснастки.
Современное технологическое оснащение
Развитие производства в отрасли машиностроения. Создание материально-технической базы и необходимость повышения производительности труда. Изготовление технологической оснастки в машиностроении. Классификация и применение станочных приспособлений.
Теория технических систем
1. Выбор объекта техники. Технологический процесс изготовления детали предназначен для получения готовой детали из заготовки. По определению технологический процесс является частью производственного процесса.
«Нурлино»
СОДЕРЖАНИЕ ЗАДАНИЕ НА ДИПЛОМНОЕ ПРОЕКТИРОВАНИЕ РЕФЕРАТ ВВЕДЕНИЕ 1 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 1.1 Общая характеристика ЛПДС «Нурлино» 1.2 Генеральный план
1. 1 Характеристика линейной части
Реферат Введение 1 Технологическая часть 1.1 Характеристика линейной части 1.2 Характеристика ЛПДС “Пермь” 1.3 Эксплуатация РП 1.4 Расчёт емкости резервуарного парка
Планирование реализации продукции 2
Планирование реализации продукции. Рыночный спрос на продукцию характеризуется общим объемом продажи товара определенного вида на данном рынке за конкретный период.
Математические методы исследования в экономике 2
Математические методы исследования в экономике. Вариант № 6 Составить линейную оптимизационную модель и решить любым известным методом Условие: Фирма выпускает три вида изделий. В процессе производства используются три технологические операции. На рисунке показана технологическая схема производства изделий.
Технологическая карта 2
«Утверждаю Директор закусочной ____ Руководитель предприятия Ф.И.О. Краснов В.П ТЕХНОЛОГИЧЕСКАЯ КАРТА № 1 Наименование блюда : СОМ, ЖАРЕННЫЙ ВО ФРИТЮРЕ, р. № 494/II
Красный основной соус
Технологическая схема приготовления красного основного соуса Бульон Мука Соль Томатное пюре Растительное масло Морковь Зелень Вода Сахар Соль Пряности
Фильтр скользящего среднего
Рособразование ГОУ ВПО Пензенская государственная технологическая академия Институт промышленных технологий Кафедра «Автоматизация и управление»
Азильская культура
Азильская культура — археологическая культура (или технологическая традиция) эпохи эпипалеолита на севере Испании и юге Франции. Вероятно, азильская культура относится к периоду Аллерёдского климатического перепада около 8 тыс. л. до н. э., и следовала за мадленской культурой. По мнению археологов, азильская культура представляла собой финальную стадию мадленской, в то время, как потепление климата привело к изменениям в образе жизни людей в регионе.
План счетов
┌──────────────────────────────┬─────┬───────────────────────────┐
