Р Е Ф Е Р А Т
по предмету «Трудовое воспитание»
ученика 9-а класса средней школы №7
Мосеева Ильи
ТЕМА
:
«Методы обработки резаньем».
СВЕРЛЕНИЕ
Обработку отверстий на токарном станке производят различными режущими инструментами в зависимости от вида заготовки. Наиболее распространенным методом получения отверстия в сплошном материале является сверление.
Спиральное сверло состоит из рабочей части, шейки и хвостика (рис.1).
Рис.1
Хвостик сверла служит для закрепления его в пиноли задней бабки или в специальной держалке суппорта.
Рабочая часть состоит из двух спиральных перьев, связанных перемычкой. По наружной поверхности перьев прошлифованы узкие направляющие ленточки. Между перьями расположены две спиральные канавки: одна из стенок канавки образует переднею поверхность режущего клина сверла. По канавкам охлаждающая жидкость подается к режущим кромкам, а стружка выводится из отверстия.
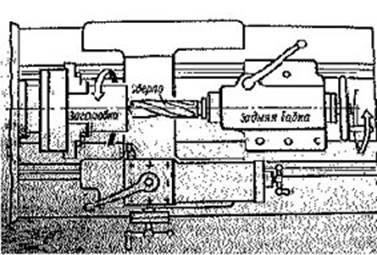
При сверлении на токарном станке сверло, установленное в пиноли задней бабки, подают к детали вручную - вращением маховичка (рис.2).
Рис.2
Применение каких-либо дополнительных рычагов не допускается. Обрабатываемая деталь должна быть прочно закреплена в патроне, иначе при сверлении она будет вибрировать или смещаться, что может повлечь за собой поломку сверла.
ШЛИФОВАНИЕ
Шлифование позволяет получить малую шероховатость поверхности. Эту операцию выполняют на токарном станке шлифовальной шкуркой. Шкурку закрепляют между жамками–двумя шарнирно связанными деревянными колодками. При внутреннем шлифовании шкурку обматывают на деревянную оправку и закрепляют ее конец в прорези оправки. Как при внешнем, так и при внутреннем полировании не допускается прижимать шкурку к детали вручную. Скорость при полировании шкуркой 60-70 м / мин.
ФРЕЗЕРОВАНИЕ
Фрезерование применяется для получения поверхностей таких деталей, как гравюры штампов и пресс-форм (для литья под давлением, изготовление изделия из пластмассы), крепление типа “ласточкин хвост”, и сложные направляющие, шпоночные пазы, резьбы и зубчаты колеса. С помощью фрезирования производят также разрезание металла.
Фрезы–многолезвийный инструмент. Каждый зуб представляет собой резец, снимающий стружку, имеющий форму запятой. В работе одновременно участвует один или несколько зубьев, остальные зубья в это время успевают несколько охладиться. Таким образом, процесс резанья при фрезеровании отличается от непрерывного резанья, точения и сверления тем, что зубья – фрезы работают периодически. Это повышает стойкость фрез. Основные операции, выполняются на фрезерных станках. Фрезерные работы, включающие основные операции, можно производить на различных станах разных конструкций.
Станки:
Вертикально–фрезерные консольные станки;
Горизонтально–фрезерные консольные станки;
Широкоуниверсальные фрезерные станки;
Станки непрерывного фрезерования;
Копировально-фрезерные станки;
Продольно-фрезерные станки;
Вертикально-фрезерные бесконсольные станки.
ОБТАЧИВАНИЕ И ПОДРЕЗАНИЕ ДРЕВЕСИНЫ
Обтачиванием можно получить гладкие и ступенчатые цилиндрические, а также конические и фасонные наружные поверхности.
При обтачивании цилиндрических поверхностей заготовка крепиться либо в патрон, либо в центрах и получает вращательные движения. На деталь, установленную в центрах, надевается хомутик, вращаемый поводковой планшайбой. Чтобы заготовка большой длины не прогибалась под силой резанья, применяются люнеты: подвижный, устанавливаемый на каретке суппорта и движущийся вместе с ней, и неподвижный, крепящийся на направляющих станины станка.
Подрезанием обрабатывают торцовые поверхности валов и втулок, плоскости в корпусных деталях. Оно выполняется подрезными резцами, получающими поперечную подачу. Прорезание канавок и отрезание заготовок (или готовых изделий) от прутка, трубы производится также только при поперечной подаче.
Резцы для наружных и торцевых поверхностей. Прямые с прямолинейным стержнем и отогнутым вправо или влево стержнем. Проходные резцы предназначены для обточки, образования фасок, проходные упорные резцы–для обточки и обработки образуемого торца ступени. Подрезные резцы служат для образования ступени на торце обрабатываемой заготовки, для обработки плоскости торца. Канавки могут быть получены с помощью канавочных резцов. Аналогичные по конструкции резцы применяются для отрезки и называются отрезными
Другие работы по теме:
Методы анализа эффекивности деятельности предприятия
Экономический анализ — это метод исследования и познания объективного действия экономических законов. Метод экономического анализа базируется на диалектическом материализме, что означает изучение материалистической диалектики в единстве анализа и синтеза, индукции и дедукции.
Лесопатологический мониторинг
"...17. Лесопатологический мониторинг (далее - ЛПМ) - система постоянных наблюдений за состоянием лесного фонда и лесов, не входящих в лесной фонд, а также за неблагоприятными факторами, влияющими на это состояние..."
Шпора к зачету
Технология – процесс последовательного изменения состояния, свойств, формы или размеров предмета труда, которое осуществляется при изготовлении готовой продукции.
Оптимизация строительных конструкций
Определение массы нетиповой крайней колонны промышленного здания ступенчатого типа путем суммирования весов несущих и вспомогательных конструкций. Расчет трудоемкости обработки основных деталей надкрановой и подкрановой частей колонны, ее сборки и сварки.
Гос. экзамен билеты. Машиностроение
Министерство образования и науки Республики Казахстан Машиностроительный факультет Кафедра «Технология машиностроения» Тема: Билеты государственного экзамена
Основные виды термической обработки стали
Термическая обработка стали – совокупность операций нагрева, выдержки и охлаждения твёрдых металлических сплавов с целью придания им определённых свойств за счёт изменения внутреннего строения и структуры.
Разработка технологической схемы червячного редуктора
Расчет программы запуска деталей в производство и определение типа производства. Анализ технических условий и технологичности конструкции детали. Определение метода и способа получения заготовки. Разработка маршрутного описания механической обработки.
Разработка технологического процесса обработки детали "Крышка"
Анализ технологичности детали. Технология получения исходной заготовки штамповкой, описание оборудования и инструмента для холодной листовой штамповки. Технология обработки детали резанием, описание операций и оборудования. Контроль размеров детали.
Разработка технологического процесса
Министерство сельского хозяйства и продовольствия Российской Федерации Главное управление высших учебных заведений Башкирский ордена Трудового Красного Знамени Государственный аграрный университет
Менеджмент 1
Наука вместо традиционных навыков. Возможно Фредерик Тейлор имел в виду что на смену старым кустарным сугубо практическим методам работы должны прийти научные методы и исследования каждого отдельного вида трудовой деятельности автоматизация и механизация большинства процессов производства и обработки продукции и внедрения научно-технических методов в управление предприятием и коллективом.
Метод ГРВ. ГРВ Камера профессора Короткова
В медицине широко используются электрографические методы, позволяющие проводить диагностику функционального состояния организма человека, устанавливая связь между его электрофизиологическими и клинико-анатомическими характеристиками.
Пороги и методы фильтрации речевого сигнала в вейвлет области
Жесткий и гибкий пороги фильтрации речевого сигнала. Графики вейвлет-разложения речевого сигнала. Блок схема алгоритма фильтрации с гибким порогом. Статистический метод фильтрации речевого сигнала. Оценка качества восстановленного речевого сигнала.
Методология истории
План Введение 1 Методы исторического исследования Список литературы Введение Методология исторической науки (истории) — специальная историческая дисциплина, которая определяет предмет и объект исторической науки, цель научного исторического познания, изучает научный и социальный статус исторической науки, её дисциплинарное строение, разрабатывает теорию исторического познания (включая общефилософские, гносеологические и эпистомологические основы, принципы, уровни, виды и методы исторического познания).
Дело Шлитте
Дело Шлитте — судебный процесс над Гансом Шлитте в Любеке в 1548 году. Царь Иван IV поручил Гансу Шлитте завербовать в Европе и привезти в Москву мастеров и докторов, которые умеют ходить за больными и лечить их, книжных людей, понимающих латинскую и немецкую грамоту, мастеров, умеющих изготовлять броню и панцири, горных мастеров, знающих методы обработки золотой, серебряной, оловянной и свинцовой руды, людей, которые умеют находить в воде жемчуг и драгоценные камни, золотых дел мастеров, ружейного мастера, мастера по отливке колоколов, строительных мастеров, умеющих возводить каменные и деревянные города, замки и церкви, полевых врачей, умеющих лечить свежие раны и сведущих в лекарствах, людей, умеющих привести воду в замок, и бумажных мастеров.
Массивы элементов управления
Массив элементов управления это группа идентичных элементов управления (командные кнопки, текстовые поля и т.д.) имеющие общие процедуры обработки событий.
Классы вычислительных машин
Здесь выделяют аналоговые (непрерывного действия); цифровые (дискретного действия); гибридные (на отдельных этапах обработки используются различные способы физического представления данных).
Градационная коррекция
изменение градационных кривых (градационных характеристик) воспроизводимого оригинала. Градационная коррекция может быть осуществлена ручной ретушью, фотомеханическим способом, средствами вычислительной техники.
Ванг Ан (Wang An)
Ванг Ан (Wang An) (7 февраля 1920, Шанхай, Китай - 24 марта 1990, Бостон, Массачусетс), американский инженер-электронщик и предприниматель китайского происхождения. Основатель Wang Laboratories.