Федеральное агентство по образованию Российской Федерации
Марийский государственный технический университет
Кафедра: ЭиОП
Расчетно-графическая работа
по дисциплине:
Организация и планирование производства
Вариант 10
Выполнил:
ст. гр. зЭВС-41
Печников А.И.
Проверил:
Йошкар-Ола
2009
Задание 1
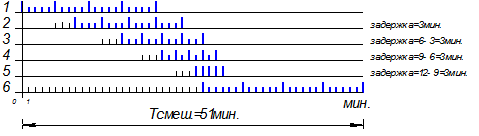
Построить графики и определить по ним длительность цикла обработки партии деталей при последовательном, параллельном и последовательно-параллельном (смешанном) видах движения предметов труда в технологическом процессе.
| Nоп
|
ti
(мин) |
n |
p |
| 1 |
5 |
4 |
1 |
| 2 |
4 |
4 |
1 |
| 3 |
3 |
4 |
1 |
| 4 |
2 |
4 |
1 |
| 5 |
1 |
4 |
1 |
| 6 |
6 |
4 |
1 |
Последовательный способ

параллельный способ

смешанный способ
Задание 2
Выполнить расчет параметров постоянно-поточной линии. Определить такт, необходимое число рабочих мест и степень их загрузки, скорость и общую длину конвейера. Составить таблицу распределения разметочных знаков.
Исходные данные:
– сменная программа линии сборки сборки – 250 шт.;
– число смен – S
= 2;
– регламентированные перерывы для отдыха в смену – 40 мин;
– продолжительность смены – 480 мин;
– шаг конвейераl
= 1 м;
– радиус барабана R
= 0,3 м.
Нормы времени на операциях:
| Nоп
|
ti
(мин) |
| 1 |
5,5 |
| 2 |
4,4 |
| 3 |
3,8 |
| 4 |
3,9 |
| 5 |
4,1 |
Рассчитаем такт:

 – программа запуска;
– программа запуска;
Nв.с.
– программа выпуска;
α – допустимый процент технологического брака: α = 0%;
S – количество рабочих смен в сутки;
Nз.с.
=Nв.с.
=250.

Рассчитаем число рабочих мест на каждой операции и степень их загрузки.
 ;
; 



| Nоп
|
ti
(мин) |
Ci
расч
|
Ci
прин
|
Кз
|
| 1 |
5.5 |
3.1 |
4 |
0.8 |
| 2 |
4.4 |
2.5 |
3 |
0.8 |
| 3 |
3.8 |
2.2 |
3 |
0.7 |
| 4 |
3.9 |
2.2 |
3 |
0.7 |
| 5 |
4.1 |
2.3 |
3 |
0.8 |
СΣ
=16 – общее число рабочих мест
Рассчитаем длину Lр.ч
рабочей части конвейера при L=1м.
:

Полная длина конвейера Lполн
:

Скорость конвейера:
Выполним разметку конвейера. Для этого нужно определить период как наименьшее общее кратное числа рабочих мест на линии. П=6.
| N |
Размет. Знаки |
| I |
1
2
3
|
1,4
2,5
3,6
|
| II |
1
2
3
|
1,4
2,5
3,6
|
| III |
1
2
3
|
1,4
2,5
3,6
|
| IV |
1
2
3
|
1,4
2,5
3,6
|
| V |
1
2
|
1,3,5
2,4,6
|
Определим число повторений комплекта разметочных знаков по всей длине конвейера:
берем  =6.
=6.
Найдем скорректированные значения шага и скорости конвейера:
 ;
;
Определяем скорректированную скорость:

Задание 3
Составить сетевой график и рассчитать его параметры.
| код |
0-1 |
1-2 |
2-3 |
2-4 |
3-4 |
3-9 |
4-5 |
4-6 |
5-8 |
6-7 |
7-8 |
8-10 |
9-12 |
10-11 |
11-12 |
12-13 |
| Продол.работы |
3 |
1 |
5 |
6 |
7 |
7 |
15 |
7 |
4 |
8 |
17 |
7 |
17 |
4 |
4 |
6 |
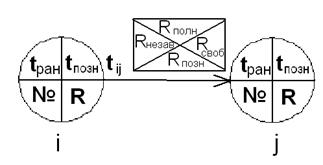
Rполный
ij
=tпозд
j
– tран
i
- tij
Rсвободный
ij
=tран
j
– tран
i
- tij
Rпоздний
ij
=tпозд
j
– tпозд
i
- tij
Rнезависимый
ij
=tран
j
– tпозн
i
- tij

Другие работы по теме:
Поточное производство
Реферат Темой данной курсовой работы является «Организация и эффективность поточного производства». Цель исследования: определить сущность поточного производства, ее эффективность, проанализировать существующую классификацию поточного производства, рассмотреть основные составляющие поточной линии.
Организация производства 13
ВВЕДЕНИЕ Главной целью потребления средств труда является производство материальных благ. Оно осуществляется организованной совокупностью средств труда, что находит свое отражение в создании и функционировании линий, участков, цехов и предприятий. В составе таких организационных построений средства труда выступают вещественными носителями их производственной мощности.
Поточное производство и его формы
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РК НИВЕРСИТЕТ МЕЖДУНАРОДНОГО БИЗНЕСА Реферат «Поточное производство и его формы. Основные параметры поточной линии. Экономическая эффективность поточного производства.»
Расчет линейной электрической цепи
Оглавление Введение 1. Задание 2. Определение комплексного коэффициента передачи напряжения; расчет и построение графиков АЧХ и ФЧХ 4. Определение параметров электрической цепи как четырехполюсника для средней частоты
Составление и расчет схемы электрического освещения
Расчет осветительной сети. Выбор щитка ЩО41-5101 для питания групповой осветительной установки. Определение числа светильников, подсоединенных на один автоматический выключатель, тока установки автомата групповой линии. Необходимое сечение провода линии.
Организация производства в цехе разборки
Назначение вагоноремонтных цехов, их структура и состав. Типы и конструкции моечных машин и установок. Поточный и стационарный методы организации ремонта вагонов. Расчет параметров производства, площадей, численности рабочих и фонда заработной платы.
Расчетно-графическая работа
Министерство образования Российской Федерации Уральский Государственный Технический Университет - УПИ Кафедра "ВЧСРТ" Расчетно-графическая работа
Организация поточного производства
Организация поточного производства Поточное производство является наиболее эффективной формой организации производственного процесса. Признаки поточного производства:
Организация поточной линии предприятия
Производственная программа поточной линии и ритм ее работы. Синхронизация исходных технологических операций. Расчет числа рабочих мест на поточной линии. Выбор транспортных средств и планировка поточной линии. График поточных линий, расчет заделов.
Организация однопредметной поточной линии
Разработка однопредметной поточной линии для изготовления детали "корпус". Вид заготовки - отливка, с учетом процента отсева деталей на отладку технологического процесса и проведение испытаний. Расчет времени на ремонт технологического оборудования.
Организация технологического процесса во времени и пространстве
Расчет производственных участков с непоточной и однономенклатурной поточной формой организации технологического процесса обработки однотипных деталей; определение показателя массовости; построение эпюр заделов по фазам; планировка участка, спецификация.
Составление гидросхемы
Составление принципиальной гидросхемы, реализующей необходимый рабочий цикл в автоматическом режиме, описание ее работы. Расчет рабочих параметров и выбор насоса и гидроаппаратуры. Построение характеристики системы в зависимости от расходов жидкости.
Проектирование технологического цикла на производстве
Графики длительности технологического цикла при последовательном, параллельно-последовательном и параллельном движении деталей. Оптимальный размер партии изделий. Проектирование производственного процесса сборки ячейки, календарно-плановые нормативы.
Расчет разброса баллистических параметров
Определение предельного случайного разброса баллистических параметров двигателя (при начальной температуре -50 С): давления, тяги, единичного и полного импульса тяги. Расчет недостающих величин. Группировка и оформление полученных результатов в таблицу.
Особенности организации однопредметной прерывно-поточной линии
Движение предметов труда на однопредметной прерывно-поточной линии (ОППЛ). Расчет укрупненного такта поточной линии, количества рабочих мест. Построение стандарт-плана. Методика расчета межоперационных оборотных заделов. Движение оборотных заделов.
Поточные линии
Содержание 1. Основные виды и особенности организации поточной линии 2. Особенности планирования научно-исследовательских работ Задача Список использованных источников
Организация производства
Международный гуманитарно-экономический институт Курсовая работа по дисциплине “Организация производства” студентки 4-ого курса
Организация основного производства 2
Организация основного производства Задача Производственный процесс по выработке пищевого продукта А состоит из 10 операций. Суммарная паспортная производительность оборудования по операциям и коэффициенты приведения а0 имеют следующие значения (табл.1):
Организация производства
Основные плановые документы в системе сетевого планирования и управления предприятием. Расчет и построение операционных графиков. Параллельный и параллельно-последовательный вид движения. Расчет параметров однопредметной непрерывной поточной линии.
