Министерство
Образования Российской Федерации
Тольяттинский
Государственный Университет
Кафедра
«Технология машиностроения»
Отчет о
практических работах
Вариант № 4
Студент Брагина Е.О
Группа ТМ-402
Преподаватель Бобровский А.В
Тольятти, 2006г.
Задача № 1
Динамический расчет вертикально-фрезерного
станка 675 П

Дано:
1.
приспособление
2.
стол станка
3.
салазки
4.
консоль
5.
станина
6.
шпиндель
| j |
1 |
2 |
3 |
4 |
|
kj, Н/м
|
8,5·107
|
2,6·107
|
3,2·107
|
4,9·107
|
|
mj, кг.
|
150 |
510 |
270 |
1060 |
Обрабатываемый материал: сталь.
Фреза торцевая Т15К6 D=100 04.2.059.000-00 ТУ 2-0,35-874-82
Sz=0,5 мм z=8 t=1 мм
B=50 мм.
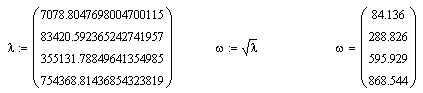
Найти: собственные
частоты каждой составляющей. Для каждой из частот определить собственные
значения.
Решение
Уравнение динамического
равновесия любой системы:
[М]·{Z}= [K]·{Z}=0 (1.1)
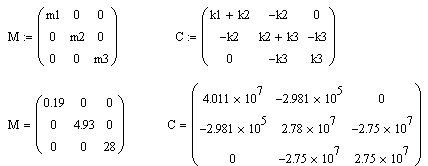
Решая это уравнение,
получаем матрицу масс, где основное условие:
[A]= [M]-1·[C] (1.2)
[A] - динамическая масса,
[M] – матрица масс системы,
[C] – матрица жесткостей системы.

ki+ki+1,
при i=j (j=1…n+1)
С={Сi;j}= -ki, при i=j-1 (j=2..n)
-ki, при j=i-1 (i=2..n)
0, при всех остальных


Полученные значения
подставляем в формулу (1.2)




Процесс фрезерования
v= (1.3)
(1.3)
Cv=332
t=1 мм
Sz=0,5
мм/зуб
B=50 мм
z=8
D=100 мм
x=0,1
y=0,4
u=0,2
q=0,2
m=0,2
р=0
T=180 мин.
Kv=
Кmu×Кnu×Кuu=1·0,8·1= 0,8
v= 142 м/мин,
142 м/мин,
n= (1.4)
(1.4)
n= =452 об/мин. → nстанд=500 об/мин
=452 об/мин. → nстанд=500 об/мин
Pz= (1.5)
(1.5)
Cp=825
t=1 мм
Sz=0,5
мм/зуб
B=50 мм
z=8
D=100 мм
n=500 об/мин
x=1
y=0,75
u=1,1
q=1,3
w=0,2
Kmp=1
Pz= =2103 Н.
=2103 Н.
ω= рад/с.
рад/с.
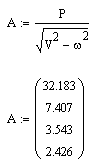
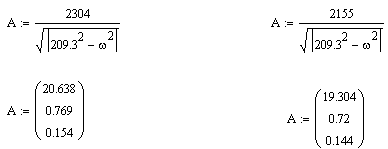
Амплитуда для каждой
составляющей
Задача № 2
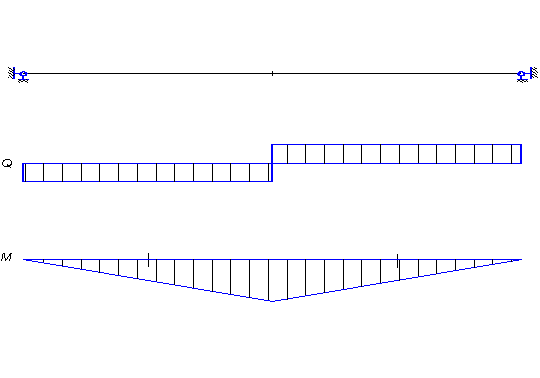
Динамический расчет
обработки вала ступенчатого

Дано
a=0,2 м,
d1=0,04 м,
d2=0,02 м,
e=0,05 мм
Емат=2,15·1011
Па,
jлюнета=2,75·107 Н/м,
mлюнета=28 кг
Найти: собственные
частоты, резонансные амплитуды.
Решение: Определяем
жесткость детали в точке, где находится резец.
Jj=
Определяем прогиб вала
f=
 (2.1)
(2.1)
J1= 1,257·10-7 м4
1,257·10-7 м4
J2= 7,854·10-9 м4
7,854·10-9 м4

Масса вала
m= =4,93
кг.
=4,93
кг.
Параметры резца
b×h×L=20×20×60
мм.
J=
 =1,33·10-8 м4
=1,33·10-8 м4
j= H/м
H/м
Масса: m=ρ×b×h×L
=0,1884 кг
Динамический расчет


Режимы резания
tmax=t
+ e=1,55 мм
tmin=t
- e=1,45 мм
v= (2.2)
(2.2)
Cv=340
t=1,5 мм
S=1 мм/об
m=0,2
x=0,15
y=0,45
T=60 мин.
Kv=
Кmu×Кnu×Кuu=1·0,9·1,15= 1,035
v= 146 м/мин,
146 м/мин,
n= (2.3)
(2.3)
n= =2324 об/мин. → nстанд=2000 об/мин
=2324 об/мин. → nстанд=2000 об/мин
ω= рад/с.
рад/с.
Vреал= м/мин
м/мин
Pz= (2.4)
(2.4)
Cp=300
t=1,5 мм
S=1 мм
y=0,75
х=1
n=-0,15
 =1·1·1,1·1·0,93=1,023Pzmax=
=1·1·1,1·1·0,93=1,023Pzmax= =2304 Н.
=2304 Н.
Pzmax= =2155 Н.
=2155 Н.
Задача № 3
Динамическая модель
основных характеристик токарно-винторезного станка 16Б16А

1
- шпиндель
2
- деталь
3
- суппорт
4
– задняя бабка
| j |
1 |
2 |
3 |
4 |
|
kj, Н/м
|
4,2·107
|
2,5·106
|
4 ·107
|
2,8·107
|
|
mj, кг.
|
40 |
4,5 |
41 |
38 |
Найти: собственные
частоты каждой составляющей. Для каждой из частот определить собственные
значения.
Решение
Уравнение динамического
равновесия любой системы
[М]·{Z}= [K]·{Z}=0
Решая это уравнение,
получаем матрицу масс, где основное условие
[A]= [M]-1·[C]




v= (2.2)
Cv=340
t=1 мм
S=0,5 мм/об
m=0,2
x=0,15
y=0,45
T=60 мин.
Kv=
Кmu×Кnu×Кuu=1·0,9·1,15= 1,035
v= 212 м/мин
212 м/мин
n= (2.3)
n= =1687 об/мин. → nстанд=1600 об/мин
=1687 об/мин. → nстанд=1600 об/мин
ω= рад/с.
рад/с.
Vреал= м/мин
м/мин
Pz= (2.4)
Cp=300
t=1 мм
S=0,5 мм
y=0,75
х=1
n=-0,15
=1·1·1,1·1·0,93=1,023
Pz= =814 Н.
=814 Н.


Другие работы по теме:
Восстановление звеньев гусениц
Гусеница как элемент ходовой части машины, ее структура и основные элементы, назначение в общем механизме. Методика и этапы восстановления гусениц в ходе капитального ремонта машины, основные причины их выбраковывания и порядок проведения работ.
Фрезеровка
ВВЕДЕНИЕ В нашей стране работают тысячи квалифицированных фрезеровщиков. Многие из них являются новаторами производства. Они не только имеют большой опыт и практические знания, позволяющие полностью использовать технологические возможности станка и инструмента, но и изобретают и совершенствуют конструкции фрез, вспомогательный инструмент и приспособления.
Методы обработки резаньем
Р Е Ф Е Р А Т по предмету «Трудовое воспитание» ученика 9-а класса средней школы №7 Мосеева Ильи ТЕМА: Методы обработки резаньем СВЕРЛЕНИЕ Обработку отверстий на токарном станке производят различными режущими инструментами в зависимости от вида заготовки. Наиболее распространенным методом получения отверстия в сплошном материале является сверление.
Технологическая оснастка детали
1. Анализ технического состояния детали Дана деталь – вал ступенчатый с двумя шпоночными пазами. Материал детали – Ст45, термообработка отсутствует.
Технологическая оснастка
Министерство общего и профессионального Образования Российской Федерации Южно – Уральский Государственный университет Кафедра технологии машиностроения
Назначение режимов резания
Расчетно-пояснительная записка к курсовому проекту по технологии Дисциплина: "Резание материалов" Тема Курсового проекта Назначение режимов резания
Процесс фрезерования
Министерство Образования Российской Федерации Тольяттинский Государственный Университет Кафедра «Технология машиностроения» Отчет о практических работах
Обработка резьбовых поверхностей
Общая характеристика резьб, их разновидности и отличительные признаки, основные элементы. Методика и технология нарезания наружной и внутренней резьбы. Этапы и способы накатывания и фрезерования резьбы, назначение данных операций в производстве.
Проектирование станочного приспособления для фрезерного станка
Проектирование приспособления: специализированное безналадочное для фрезерования шпоночных пазов в деталях типа валов. Разработка схемы установки и усилия зажима заготовки, конструкции корпуса приспособления, расчет силового привода и силы резания.
Разработка технологического процесса
Введение В данной работе разрабатывается технологический процесс механической обработки матрицы с удлиненно-продолговатым отверстием. Матрица является деталью штампа, которая широко используется в машиностроении. Целью данной работы является определение различных характеристик, таких как скорости резания, силы резания, мощности и др. и полученным значениям характеристик выбор оборудований на котором будет выполняться данный технологический процесс, также рассчитывается время, которое необходимо для производства матрицы.
Режущий инструмент 3
Содержание 1 Проектирование фасонного резца 8 1.1 Исходные данные на проектирование: 8 1.2 Определение размеров конструктивных элементов фасонного резца 8
Разработка технологического процесса изготовления корпуса
Технологический процесс изготовления корпуса, его чертеж, анализ технологичности конструкции, маршрут технологии изготовления, припуски, технологические размеры и режимы резания. Методика расчета основного времени каждого из этапов изготовления корпуса.
Оборудование для фрезерной обработки
Система классификации и условных обозначений фрезерных станков. Теория металлорежущих станков. Копировально-фрезерные станки для контурного и объемного копирования с горизонтальным шпинделем. Создание научной и экспериментальной базы станкостроения.
Совершенствование конструкции торцевых фрез
Рост требований к качеству выпускаемой продукции. Конструирование торцовых фрез. Алгоритм проведения научных исследований и устранение недостатков. Повышение производительности, снижение себестоимости, увеличение стойкости инструмента, снижение вибраций.
Металлорежущие станки
Содержание Задание № 1. Вертикально-фрезерный станок 6560 с крестовым столом. Назначение, область применения станка, виды выполняемых работ. Техническая характеристика станка. Основные особенности конструкции станка. Основные узлы станка, их назначение.
Технологический процесс изготовления детали "Сухарь"
Выбор способа получения заготовки, обоснование материала. Разработка технологического маршрута изготовления детали. Расчет полей допусков на обрабатываемые размеры. Выбор режущего и мерительного инструмента, приспособлений и вспомогательного инструмента.
Горизонтально-фрезерный станок
СОДЕРЖАНИЕ Введение…………………………………………………………………….....….3 §1. Горизонтально-фрезерный станок……………………………..…….…..…5 §2.Приспособления для фрезерных станков…………………………….…......7
Программная обработка на ЧПУ
МОСКОВСКИЙ ГОСУДАРСВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ “МАМИ” кафедра: “АССИ” КУРСОВАЯ РАБОТА по дисциплине : “Программная обработка на ЧПУ”
История развития науки о резании древесины
Ниже приведен с некоторыми изменениями отрывок из монографии – Глебов И.Т. Фрезерование древесины: Монография. – Екатеринбург: Урал. гос. лесотехн. ун-т, 2003. – 169 с.
Многооперационные станки (МС) для обработки корпусных деталей
Сверлильные станки с ЧПУ для производительной координатной обработки деталей без предварительной разметки и применения кондукторов. Основные компоновочные варианты фрезерных станков с ЧПУ. Горизонтальные многоцелевые (многооперационные) станки с ЧПУ.
